
联系人:徐先生
手 机:13815557766
传 真:0515-86530555
邮 箱:1047881325@qq.com
地 址:江苏省建湖县上冈产业园204国道西侧纬三路南侧
网 址: www.cnyuda.net
钢结构工程中的钢强度指数由哪些因素决定?1、实力,钢的强度指数由弹性σe,屈服σy和拉伸σu决定。该设计基于钢的屈服强度。高屈服强度可以减轻结构的重量,节省钢材并降低成本。拉伸强度u是在钢材被破坏前可以维持的应力。此时,该结构由于塑性变形大而丧失使用性能,但是该结构变形大并且不能满足该结构抵抗罕见地震的要求。σQi/σy值的大小可以视为钢强度储备的参数。2、可塑性,钢的可塑性通常是指应力超过屈服点后,具有明显的塑性变形而不破裂的特性。伸长率δ和面积变小是衡量钢塑性变形能力的主要指标。3、冷弯性能,钢的冷弯性能是衡量钢在室温下弯曲产生塑性变形时的抗裂性。工程钢结构加工生产的钢的冷弯性能是用于测试具有一定弯曲度的钢的弯曲变形性能的冷弯试验。4、冲击韧性,钢的冲击韧性是指钢在受到冲击载荷时吸收机械动能的能力。测量钢对冲击载荷的抗冲击性是一种机械性能,由于低温和应力集中可能导致脆性断裂。通过标准试件的冲击试验,得到了钢的冲击韧性指标。5、焊接性能,钢的焊接性能是指在焊接过程中具有良好性能的焊接接头。焊接性能分为焊接中的焊接性能和使用性能中的焊接性能。焊接过程中的焊接性能是指焊缝和焊缝附近的金属对焊接过程无热裂纹或冷却的敏感性,从而不会产生冷却收缩裂纹。良好的焊接性能意味着在一定的焊接工艺条件下,焊接金属和附近的母材不会产生裂纹。焊接性能表现为焊缝的冲击韧性和热影响区的可塑性。在焊接和热影响区域,要求钢的机械性能不低于母材。我国采用了焊接性能试验方法,并采用了焊接性能试验方法。6、耐久性,影响钢材耐久性的因素很多。1.钢的耐蚀性很差,必须采取防护措施来防止钢的锈蚀和锈蚀。防护措施包括:定期维护涂料、镀锌钢、在存在强腐蚀介质(如酸、碱、盐等)的情况下采取特殊防护措施,如采用阳极防护措施防止涂层腐蚀。锌锭固定在钢鞘上,海水电解质首先腐蚀锌锭,从而对钢鞘起到保护作用。2.由于钢的高温和长期载荷作用,断裂强度远远低于短期强度;因此,应确定钢在长期高温下的长期强度。随着时间的推移,工程钢结构加工生产的钢材会自动硬化变脆,也就是“时效”现象。对低温载荷下的钢,必须进行冲击韧性试验。

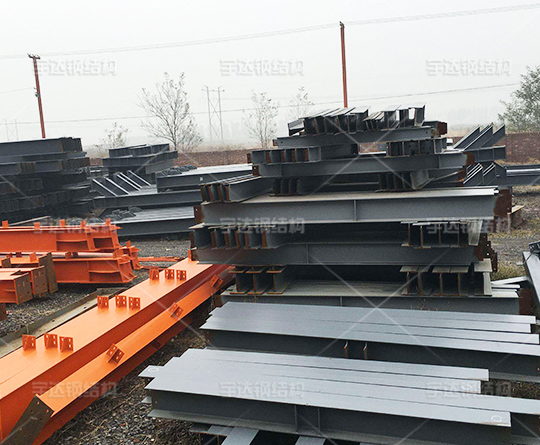
钢质厂房具有造型美观、色彩明目、建筑形体多样、造价低、施工周期短、钢构件生产工厂化、安装施工方便、平面布置灵活等优点,同时,钢质厂房重量轻,材料均匀,便于设计计算,可循环使用,越来越多地被现代工业厂房所采用。在钢结构厂房工程中,焊接是一种比较常用的连接方式,框架结构可分为焊接和不焊接两大部分,因此钢结构厂房工程中工程钢结构加工也可根据这两方面的连接质量进行相应的施工方案,使钢结构厂房工程的连接质量达到标准和要求。钢结构现场工程应选择专业焊接工人,部件焊接前使用的焊条、焊剂、药芯焊丝、熔嘴应按产品说明书和焊接工艺文件规定烘烤保管。工程钢结构加工使用的钢材、焊接材料、焊接方法和焊后热处理,应当根据评定报告进行评定。对设计要求全焊透的一个或两个焊缝进行超声波探伤,以进行内部缺陷检查。超声波探伤无法判断缺陷时,应采用射线探伤检查。
多层钢结构厂房的组成有以下几种主要体系:(一)刚架结构,由于梁和柱构成多层跨刚架承受水平负荷,该结构在水平负荷作用下具有悬臂梁的整体侧向位移和层间剪力引起的位移,变形较大。它的适用范围不超过20-30层。梁和柱之间应作成刚性连接。层数不超过10-15时,工程钢结构加工也可考虑用半刚性连接。(二)带撑结构,两根立柱之间设置斜撑,形成垂直悬臂桁架,比刚架结构承受水平荷载的能力更高。该结构适用于20-45层,梁柱可变为柔性连接、半刚性连接或刚性连接。(三)筒式结构,60层以上的钢结构车间采用圆筒结构更经济,建筑四面均构成框架,成为刚度较大的空间桁架体系。这种结构已经有效地用于110层的高耸房屋。筒式结构也可以不设置斜撑,在周围四个面上密集排列柱子,形成空间刚架式筒体。它可以用到80层高度。筒式结构内部也可以使用电梯井作为内筒,与外简一起承受水平力,中间的其他柱子只承受垂直负荷。(四)悬挂结构,该系统利用房屋中心内筒承受全部重力和水平负荷,内筒采用钢筋混凝土或钢筋混凝土组合结构,工程钢结构加工采用滑动模具施工。筒顶有悬伸的桁架,楼板都用高强钢材的拉杆挂在析架上。完成后的内筒可用于提升钢结构,整个工程周期较短。通过以上对房屋钢结构组成的简单分析,我们可以看到,结构必须形成整个空间,能够有效经济地承受载荷,强度、稳定性和刚性高。如果主承重构件本身形成了一个空间整体,不需要额外的支撑,就可以实现一个非常有效的组合方案。结构方案的适宜性也与施工和材料供应条件密切相关。在实际工程中,应结合具体情况灵活运用上述基本类型。

对有交叉焊缝的构件不注意焊接顺序。现象、危害性:对于有交叉焊接的部件,工程钢结构加工通过分析焊接应力的释放和焊接应力对部件变形的影响,合理安排焊接顺序,纵横自由焊接,结果纵横缝相互约束,产生较大的温度收缩应力,板变形,板面凹凸不平防治措施:对有交叉焊缝的构件,应制定合理的焊接顺序。当纵横交叉焊缝有几种时,先焊收缩变形较大的横缝,再焊纵缝,这样横缝就不会受到纵缝的约束,从而可以不受约束地释放横缝的收缩应力,减少焊接变形,保证焊接质量,或者先焊对接焊缝,再焊角焊缝。2.型钢杆件搭接接头采用围焊时,在转角处连续施焊。现象、危害性:钢结构厂房型钢杆件与连续板搭接接头采用围焊时,采用先焊杆件两侧焊缝,后焊端头焊缝,不连续施焊。这样虽对减小焊接变形有利,但在杆件转角处易产生应力集中和焊接缺陷,影响焊接接头质量。预防措施:型钢搭接采用环缝焊接时,应在转角处连续焊接一次。工程钢结构加工不要焊到转角处又跑到另一侧去焊接。4.要求等强对接,吊车梁翼缘板与腹板两端不设引弧板和引出板。造成的危害:在对接焊缝、全熔透角焊缝、吊车梁翼缘板与腹板之间的焊缝中,不加引弧和引出处,极易造成起止端未熔合、未熔透、裂纹、夹渣、气孔等缺陷,降低了起止点的强度,达不到设计要求。预防措施:焊接对接焊接、全熔透角焊接、起重机梁翼板和腹板焊接时,在焊接两端设置引弧板和引出板,其作用是将两端容易产生缺陷的部分引入工件外,切断缺陷部分保证焊接质量。



