
联系人:徐先生
手 机:13815557766
传 真:0515-86530555
邮 箱:1047881325@qq.com
地 址:江苏省建湖县上冈产业园204国道西侧纬三路南侧
网 址: www.cnyuda.net

钢结构生产加工的厂房在建设施工中的关键问题有哪些?随着我国经济的快速发展,工业产业化的整体发展进程也在不断推进,伴随而来的是钢结构厂房建设数量的不断增加,建造钢结构厂房的建筑企业也越来越多。通过研究和分析钢结构厂房建设和施工管理过程中存在的问题,我们希望,提高钢结构现场建设整体质量,满足现代社会对工业企业的需求。一、钢结构厂房建设优势1、施工难度较小2、性能更具优势二、钢结构厂房建设施工中的关键问题1、厂房结构设计钢铁厂在初步设计时,钢结构厂房工程加工将优先考虑未来成品的影响,通过了解工厂各部门的具体需求,不断优化和调整工程设计。采用框架结构,可以保证混凝土施工过程中获得较大空间,提高整个施工的空间利用效率。此外,员工还应重视现场设计时的均匀性,通过更合理地设置柱网,可以尽力降低质量中心和刚性中心的差异。2、钢结构厂房工程加工在混凝土施工过程中,对周围工作环境和气温的要求非常严格,因此需要根据施工条件选择合适的材料。钢结构现场在建设过程中,需要加大涂层温度的控制力,保障钢结构现场整体的安全。温度超过标准范围时,停止施工,开展相应措施,使温度保持在标准范围内,进行涂层施工。
(一)优化钢结构厂房结构布局,在钢结构厂房的设计中,设计师必须注意空间的合理布局,充分利用每一个空间,提高建筑空间的整体利用率。优化钢结构厂房的结构布局,可以为后期提高厂房施工质量打下良好的基础,钢结构厂房工程加工保证厂房的整体利用效率大大提高。相关设计工作人员一定要充分了解钢结构厂房整体的结构,结合具体钢结构厂房的需求选择适当的技术和材料。工作人员需要正确计算钢结构负荷的大小,严格控制相关数据,确保钢结构整体的均匀性能。在整体施工中,钢结构承受的负荷较大时,工作人员在开展施工过程中,应重点运用网架结构形式,充分发挥钢结构的优势。(二)把握钢结构抗震性能设计重点,钢结构现场的设计在初期阶段,相关人员必须考虑整个建筑的抗震性能,重点把握钢结构的抗震性能,钢结构厂房工程加工在设计过程中重点和难点,提高钢结构现场的抗震能力。工作人员应重视钢结构刚性分布的均匀情况,严格控制整体均匀性能,为未来抗震性能提高奠定良好基础。严格监控整个钢结构构件的成形状态,积极采取相应措施,降低地震灾害对钢结构现场建设的影响,提高整个钢结构现场的空间安全性能。综上所述,现代工业化社会的发展进程正在逐步加快,对钢结构厂房的要求越来越高,能够满足人们对建筑的无数需求。因此,钢结构车间的施工应引起施工单位的重视。

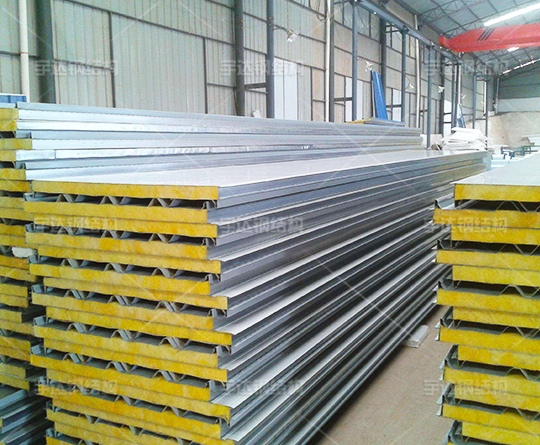
多层钢结构厂房的组成有以下几种主要体系:(一)刚架结构,由于梁和柱构成多层跨刚架承受水平负荷,该结构在水平负荷作用下具有悬臂梁的整体侧向位移和层间剪力引起的位移,变形较大。它的适用范围不超过20-30层。梁和柱之间应作成刚性连接。层数不超过10-15时,钢结构厂房工程加工也可考虑用半刚性连接。(二)带撑结构,两根立柱之间设置斜撑,形成垂直悬臂桁架,比刚架结构承受水平荷载的能力更高。该结构适用于20-45层,梁柱可变为柔性连接、半刚性连接或刚性连接。(三)筒式结构,60层以上的钢结构车间采用圆筒结构更经济,建筑四面均构成框架,成为刚度较大的空间桁架体系。这种结构已经有效地用于110层的高耸房屋。筒式结构也可以不设置斜撑,在周围四个面上密集排列柱子,形成空间刚架式筒体。它可以用到80层高度。筒式结构内部也可以使用电梯井作为内筒,与外简一起承受水平力,中间的其他柱子只承受垂直负荷。(四)悬挂结构,该系统利用房屋中心内筒承受全部重力和水平负荷,内筒采用钢筋混凝土或钢筋混凝土组合结构,钢结构厂房工程加工采用滑动模具施工。筒顶有悬伸的桁架,楼板都用高强钢材的拉杆挂在析架上。完成后的内筒可用于提升钢结构,整个工程周期较短。通过以上对房屋钢结构组成的简单分析,我们可以看到,结构必须形成整个空间,能够有效经济地承受载荷,强度、稳定性和刚性高。如果主承重构件本身形成了一个空间整体,不需要额外的支撑,就可以实现一个非常有效的组合方案。结构方案的适宜性也与施工和材料供应条件密切相关。在实际工程中,应结合具体情况灵活运用上述基本类型。

钢结构厂房工程加工采用不同厚度和宽度的钢板对接时,过渡不均匀。现象、危害性:使用不同厚度和宽度的厚度和宽度不同的板对接接头时,不注意板厚差是否在标准允许范围内,或者不在允许范围内,不进行平滑过渡处理,这些焊缝有可能引起应力集中和焊缝缺陷,如焊缝缺陷,如焊缝缺陷,如焊缝缺陷,如应力集中和非熔合,影响焊接质量。预防措施:超过有关规定时,焊缝应焊成坡形,坡的较大允许值为1:2.5;或者厚度的一侧或两侧在焊接前加工成一个坡度,坡度的较大允许值为1:2.5。对于直接承受动载荷的结构,需进行疲劳校核,其坡度不得大于1:4。钢结构厂房工程加工对于不同宽度的板材,应根据工厂和现场情况采用热切切割、机械加工或砂轮打磨等方法使板材平缓过渡,其接合处较大允许坡度值为1:2.5。

钢结构施工的过程控制及管理,3.1施工放线是整个施工的基础,钢结构厂房工程加工在这个阶段检查建筑物的定位轴线、基础轴线和标高、地脚螺栓的位置等,在定位刚性框架时,为了避免刚性框架的柱脚与螺栓的碰撞,减少刚性框架柱底面的变形,减少与基础混凝土的接触面和螺栓的弯曲变形,使螺栓变直后给螺栓带来的强度损失。还要再次进行基础检测并办理交接验收。3.2钢结构厂房工程加工在基础混凝土中埋入螺栓时,要仔细检查螺栓的大小、长度、高度和位置,预先用黄油和塑料薄膜包裹螺栓的丝口部分,以免混凝土浇筑时污染螺栓的丝口,浇筑后立即清扫埋入螺栓和丝口的残留混凝土。3.3钢结构的加工制造是整个施工过程的中心环节,它直接决定钢结构最终的适用性和结构性能,所以从材料检查到后期的钢质涂刷都要严格把关。3.4安装。3.5钢结构油漆。钢结构厂房质量难以保证的原因有很多,也很复杂。不仅存在技术不到位、技术操作违规等问题,还存在技术水平和施工人员责任等问题。上述钢结构施工控制点是常见的问题焦点,需要施工管理、技术和具体施工人员特别重视施工管理、技术和具体施工人员,以保证钢结构施工工作的整体质量。
在钢结构现场加工制作过程中,焊接变形的影响因素很多,如环境条件、施工材料、各种人为因素(焊工技能)等,钢结构现场发生变形问题时,会严重影响工程项目整体的施工质量,甚至会产生更严重的结果。本文分析了钢结构厂房焊接变形的主要原因,并提出了相应的预防措施和解决办法。钢结构厂房工程加工在焊接接头间隙中塞焊条头或铁块,现象、危害性:钢结构现场焊接时,焊条头和铁块难以与焊接部件一体化,因此会产生未熔接、未熔接等焊接缺陷,降低连接强度。如果用生锈的电极头或铁块填充,很难保证与基材的一致性;如果焊条头和铁块上有油污和杂质,焊缝就会有气孔、夹渣、裂纹等缺陷。这些情况大大降低了接头的焊接质量,达不到设计和规范对焊接质量的要求。预防措施:工件组装间隙大,但未超过规定允许使用范围,组装间隙超过薄板厚度的2倍或超过20mm时,钢结构厂房工程加工用堆积焊接方法填平凹陷部分,减少组装间隙。严禁在接头间隙内使用填充电极头或铁块的方法进行补焊。在标注零件时,应注意保持切削后的足够切削和焊接收缩,控制零件尺寸,不要增加间隙,以保证整体尺寸。



