
联系人:徐先生
手 机:13815557766
传 真:0515-86530555
邮 箱:1047881325@qq.com
地 址:江苏省建湖县上冈产业园204国道西侧纬三路南侧
网 址: www.cnyuda.net

随着低碳环保理念的深入,低能耗、高效率的新型环保材料迅速占领建材市场,钢结构得到广泛应用,尤其是在工业厂房中。网架厂家为了保证其有效性,钢结构工程车间的设计需要根据实际要求优化钢结构车间的设计,以提高钢结构车间的安全性、稳定性、稳定性和稳定性。在此基础上,阐述了钢结构车间的优势和设计特点,并对钢结构车间的设计要点进行了探讨。钢结构厂房设计要点的分析(1)钢结构厂房立面设计要点分析。钢结构厂房立面设计有规模、线条、颜色、变化四个基本特征。轻钢结构屋面采用大量的屋面照明板,不仅采光均匀,而且不破坏墙体线造型,适用美观,目前非常适合连接厂房,也解决了通风问题。钢结构现场立面设计主要由技术配置决定,立面要求简洁恢复,同时简单统一强调重点。(2)钢结构厂房的格构柱设计分析。网格柱体是利用连接缀件将型钢分肢拼接成统一整体的柱体形式。网架厂家在格构柱的整体界面上,无论是弯矩还是轴力都被转化成竖向轴力,这种竖向轴力主要作用于格构柱上,由格构柱的分肢来承担主要的力度。剪力被分散到缀条或者缀板上面,由它们来承担。(3)钢结构厂房顶部横向框架设计分析。

结构变形检测,测量结构或构件变形的常用仪器和工具有水准仪、经纬仪、锤球、钢卷尺、棉线以及激光测位移计、红外线测距仪、全站仪等。结构变形有许多类型,如梁、屋架的挠度、屋架倾斜、柱子侧移,网架厂家需要根据测试对象采用不同的方法和仪器。测量小跨度的梁、屋架挠度时,可用拉铁丝的简单方法,也可选取基准点用水准仪测量。屋架的倾斜变位测量,网架厂家一般在屋架中部拉杆处从上弦固定吊锤到下弦处,测量其倾斜值并记录倾斜方向。结构材料性能检测,对钢材的性能检测主要是检查裂纹、孔洞、夹渣等,对焊缝主要是检查夹渣、气泡、咬边、烧穿、漏焊、未焊透以及焊脚尺寸不足等,对铆钉或螺栓主要是检查漏铆、漏检、错位、错排和掉头。检测方法主要是外观检查、X射线、超声波探伤、磁粉探伤和渗透探伤。超声波法检测金属材料时,要求频率高、功率低,因此测试灵敏度高、测试精度好。超声波探伤通常采用纵波探伤和横波探伤(主要用于焊缝探伤)两种方法。超声波对钢结构进行测试时,测量点光滑平坦。

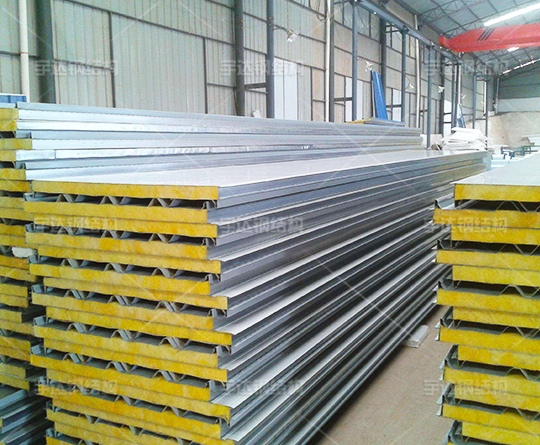
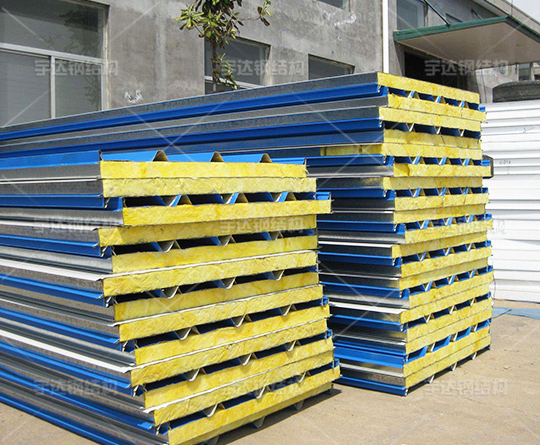
钢结构厂房坚固件连接的质量控制,钢结构车间扣件连接的质量控制主要强调高强度螺栓连接的质量控制。高强螺栓连接工程施工质量控制从以下几个方面完成,钢厂要注意高强度螺栓摩擦面的加工质量和安装前的防护措施,防止污染和腐蚀。在安装前对高强度螺栓的摩擦面进行了抗滑系数试验,检查了高强度螺栓的工厂证书和批号,定期对不同批号的高强度螺栓进行试验。高强度螺栓的安装要求自由穿入,不得敲打或扩大孔洞,在钢结构现场制作时,为了控制变形,必须准备一定的轮胎模具,在部件运输时采取切实可行的固定措施,确保尺寸稳定性。钢构厂房安装时,板叠接触面应平整,接触面的宽度必须大于75%,边缝不能大于0.8毫米。严格控制和检查高强度螺栓的安装过程,包括操作顺序、安装方法、紧固顺序、初拧和终拧,并校准拧紧螺栓的扭矩扳手。终旋结束应逐个检查,欠旋、超旋的应补旋或更换。7、钢结构厂房除锈及涂装工程,钢结构厂房除锈和喷漆是目前钢结构厂房工程中较容易忽略的环节。钢厂除锈分为人工除锈和机械除锈。网架厂家施工人员应根据拉拔要求和除锈等级采用不同的除锈方法。钢结构车间涂装前应对涂装工程进行质量控制,涂装后的构件表面应无焊渣、油污、水、毛刺等异物,涂装次数和厚度应符合设计要求。涂装必须有资质,防火涂料工程必须由经消防部门认可的施工单位施工。8、彩钢板施工质量控制,彩钢房工程施工质量直接影响彩钢房工程的使用效果。所以压型彩钢板安装质量控制主要包括:压型彩钢板进场后,网架厂家对外观及合格证进行检查,对与压型彩钢板施工安装相关的钢件的安装精度进行校核,清除檩条安装时的焊缝药皮和飞溅,涂防锈涂料进行防腐处理。彩板安装时,必须制定合理的安装技术顺序等。

钢结构工程的制作工艺流程有哪些?钢结构的制造过程主要包括以下六个方面:下料、组装、焊接、校准、涂装和包装。以下宇达钢结构公司介绍了钢结构生产工艺流程。下料工序是将钢板或型材加工成要求的部件。下料工序主要分为钢板下料、型材下料和馀料三种。下料是找90度角,画出切削范围,进行钻孔或斜坡加工。型钢下料主要用弯尺、座尺找90度,然后画切线,钻孔或切坡加工。馀料的接收材料一般是板材的接收材料和型材的接收材料。组对工序是根据图纸的要求将下一个好的部件组成必要的部件。组对工序主要分为部件组对和部件组对。零件组有h型钢组对、牛腿组对、注脚组对等。有柱系统、吊车梁系统、吊车梁系统、屋面系统、屋面系统、墙体系统。焊接工序是将零件用金属融合连接成一个零件或构件。主要焊接方法是交流手柄焊接、直流手柄焊接、埋弧焊接、气体保护焊接、炉渣焊接和碳弧焊接。修正过程是钢结构制造过程中的一个重要组成部分,网架厂家为了修正零件的变形,满足既定要求。一般校正的方法有机械校正和火焰校正两种。涂装工序是在零件基地处理后涂装零件和涂料,在钢结构制作过程中保护钢结构。该工序中药注意控制涂装温度和湿度,控制涂膜厚度。包装工序是钢结构制造工艺的后一步,用相应的材料包装固定部件,在部件上标明部件名称的箱号等。钢结构制作过程中也有需要注意的事项,钢结构制作过程中要注意钢材的贮藏,钢材可以露天堆积,网架厂家也可以把脚放在有天花板的仓库里,露天堆积时要注意钢材有利于排水。
5、辅助材料及用具,用于安装钢结构的工具、设备、安全措施、防护设备和辅助材料,如氧气、乙炔、二氧化碳气体、钢丝、风绳、铁等,经检验后,由专人发运到现场专用仓库。6、三脚架及脚手架,网架厂家应用于装配钢梁和脚手架材料(钢管、螺栓、接头、脚手板等)的三脚架。)用于搭建作业平台的材料应运至现场,由专业架子工配合搭建。7、场地清理,根据钢结构安装总体规划的要求,应清理施工现场的障碍物。运输道路畅通,钢梁现场放置,表面光滑压实。电力、水源要引至施工现场,电源闸箱、水源截门等要按要求安装到位。8、网架厂家技术交底,参与钢结构安装的施工人员应当进入现场,实施施工技术、施工安全底部,熟悉钢结构施工图纸和施工方案,熟悉安全运行规则和质量要求。各安装地点的导线网、轴线和水平标高应由相关单位进行复核。
对有交叉焊缝的构件不注意焊接顺序。现象、危害性:对于有交叉焊接的部件,网架厂家通过分析焊接应力的释放和焊接应力对部件变形的影响,合理安排焊接顺序,纵横自由焊接,结果纵横缝相互约束,产生较大的温度收缩应力,板变形,板面凹凸不平防治措施:对有交叉焊缝的构件,应制定合理的焊接顺序。当纵横交叉焊缝有几种时,先焊收缩变形较大的横缝,再焊纵缝,这样横缝就不会受到纵缝的约束,从而可以不受约束地释放横缝的收缩应力,减少焊接变形,保证焊接质量,或者先焊对接焊缝,再焊角焊缝。2.型钢杆件搭接接头采用围焊时,在转角处连续施焊。现象、危害性:钢结构厂房型钢杆件与连续板搭接接头采用围焊时,采用先焊杆件两侧焊缝,后焊端头焊缝,不连续施焊。这样虽对减小焊接变形有利,但在杆件转角处易产生应力集中和焊接缺陷,影响焊接接头质量。预防措施:型钢搭接采用环缝焊接时,应在转角处连续焊接一次。网架厂家不要焊到转角处又跑到另一侧去焊接。4.要求等强对接,吊车梁翼缘板与腹板两端不设引弧板和引出板。造成的危害:在对接焊缝、全熔透角焊缝、吊车梁翼缘板与腹板之间的焊缝中,不加引弧和引出处,极易造成起止端未熔合、未熔透、裂纹、夹渣、气孔等缺陷,降低了起止点的强度,达不到设计要求。预防措施:焊接对接焊接、全熔透角焊接、起重机梁翼板和腹板焊接时,在焊接两端设置引弧板和引出板,其作用是将两端容易产生缺陷的部分引入工件外,切断缺陷部分保证焊接质量。



