
联系人:徐先生
手 机:13815557766
传 真:0515-86530555
邮 箱:1047881325@qq.com
地 址:江苏省建湖县上冈产业园204国道西侧纬三路南侧
网 址: www.cnyuda.net

优化防火和隔热设计,钢结构厂房在混凝土施工过程中会受到很大的温度影响,因此,在工程的混凝土开发过程中,钢结构构件厂家必须合理设计防火保温系统。工作人员应重视钢结构车间的防火系统和隔热系统,确保整个钢结构车间的安全稳定。通过优化和调整防火和隔热系统,施工中火灾对整个建筑的影响。相关安全人员需要定义整个厂房的风险系数,并根据周围环境和钢结构厂房的建筑特点初步设定整个建筑的消防等级。钢结构构件厂家通过了解大量数据和现场调查,充分结合相关信息,设计钢结构现场的防火系统和隔热系统。在设计防火系统和隔热系统的过程中,相关人员必须确保系统整体内容,符合建筑规范和防火的具体规则。根据风险系数和防火等级,合理选择钢结构部件的类型,确保整个建筑材料的质量,为钢结构现场建设提供更好的服务。

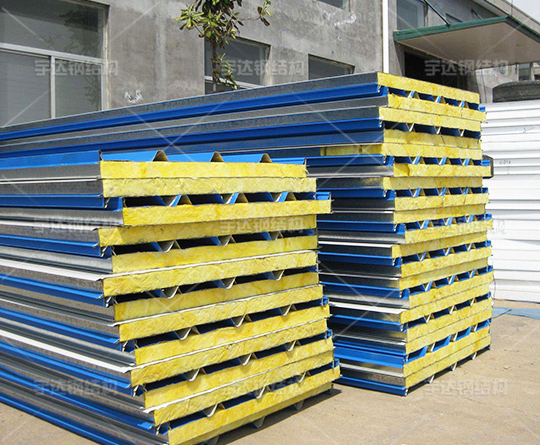
六、墙面夹心板安装,墙板安装时钢结构构件厂家应根据檩条的位置从一端进行,板材必须握紧后用螺钉固定,墙板的接缝应防水。当夹层板安装时,在铺设和调整位置时固定。七、檩条的安装,薄壁钢檩条由于重量轻,安装时可以用起重机或人力起吊。安装一个单元的钢柱和屋面梁后,即可安装屋面檩条,屋面檩条在安装时用螺栓直接连接到檩条支撑板上。檩条的安装误差应在5mm以内。八、屋面板的安装,(1)屋面板安装(2)屋脊的安装(3)泛水板的安装九、钢结构油漆,工艺流程。基层处理→涂防锈漆→刮腻子→涂磷化底漆→涂刷面漆。以上是钢结构现场工程施工流程的全部介绍,从事钢结构现场工作似乎对我们一般不接触这方面工作的人来说并不困难,但实际上通过上述施工流程的介绍,钢结构构件厂家在建设钢结构现场需要非常正确的计算,这也是为了保证住宅的安全,保障人员的安全。
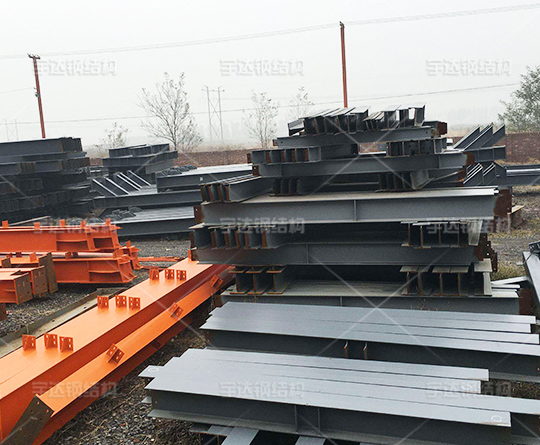
宇达钢结构介绍钢结构的制作流程、防锈涂料的选择要求等信息,本篇继续介绍钢结构施工前的准备,具体内容如下1、混凝土施工,在钢结构安装前,民用混凝土柱施工进度必须满足施工进度的要求。而且要保证混凝土柱的结构强度达到支承钢结构的设计强度要求以及柱顶预埋件的质量要求,然后移交进行施工。2、钢构件制作与堆放,钢件的安装顺序应严格按照钢结构安装的现场顺序进行安排。而且要保证现场堆放的半成品构件满足日吊装计划的要求。钢结构构件厂家根据钢结构安装总体规划,制作了一个平整、密集、排水良好、运输方便的钢构件堆场。钢梁、主房、支撑等主要部件运往该现场,分类、分型堆积整齐,保证取得部件方便,由负责人负责发行。3、机械设备,用于钢结构安装的设备,如汽车起重机、卷扬机、自制小车、电焊机等。,包括配件和随机电器,钢结构构件厂家应到达现场,并有专人负责检查和维护,以确保其良好的运行性能和配件齐全。4、连接件,钢结构配件,如螺栓、焊条等。,应运送至现场专用仓库,并由专人保管和发放。

钢结构厂房坚固件连接的质量控制,钢结构车间扣件连接的质量控制主要强调高强度螺栓连接的质量控制。高强螺栓连接工程施工质量控制从以下几个方面完成,钢厂要注意高强度螺栓摩擦面的加工质量和安装前的防护措施,防止污染和腐蚀。在安装前对高强度螺栓的摩擦面进行了抗滑系数试验,检查了高强度螺栓的工厂证书和批号,定期对不同批号的高强度螺栓进行试验。高强度螺栓的安装要求自由穿入,不得敲打或扩大孔洞,在钢结构现场制作时,为了控制变形,必须准备一定的轮胎模具,在部件运输时采取切实可行的固定措施,确保尺寸稳定性。钢构厂房安装时,板叠接触面应平整,接触面的宽度必须大于75%,边缝不能大于0.8毫米。严格控制和检查高强度螺栓的安装过程,包括操作顺序、安装方法、紧固顺序、初拧和终拧,并校准拧紧螺栓的扭矩扳手。终旋结束应逐个检查,欠旋、超旋的应补旋或更换。7、钢结构厂房除锈及涂装工程,钢结构厂房除锈和喷漆是目前钢结构厂房工程中较容易忽略的环节。钢厂除锈分为人工除锈和机械除锈。钢结构构件厂家施工人员应根据拉拔要求和除锈等级采用不同的除锈方法。钢结构车间涂装前应对涂装工程进行质量控制,涂装后的构件表面应无焊渣、油污、水、毛刺等异物,涂装次数和厚度应符合设计要求。涂装必须有资质,防火涂料工程必须由经消防部门认可的施工单位施工。8、彩钢板施工质量控制,彩钢房工程施工质量直接影响彩钢房工程的使用效果。所以压型彩钢板安装质量控制主要包括:压型彩钢板进场后,钢结构构件厂家对外观及合格证进行检查,对与压型彩钢板施工安装相关的钢件的安装精度进行校核,清除檩条安装时的焊缝药皮和飞溅,涂防锈涂料进行防腐处理。彩板安装时,必须制定合理的安装技术顺序等。
钢结构构件厂家不注意焊接速度、焊接电流、焊条直径的协调使用。现象及危害:钢结构厂房焊接时不注意控制焊接速度和焊接电流;焊条直径和焊接位置应配合使用。对全熔融的角缝进行底部焊接时,根部尺寸狭窄,焊接速度过快,根部气体、渣滓没有足够的时间排出,根部容易产生未熔融、渣滓、气孔等缺陷的盖面焊接时,焊接速度过快,容易产生气孔的焊接速度过慢,焊接馀高过高,外形不整齐预防措施:钢结构车间的焊接速度对焊接质量和焊接生产率有很大影响。焊接电流、焊接位置(打底焊、填充焊和盖焊)、焊缝厚度和坡口尺寸应选择合适的焊接速度。钢结构构件厂家在保证熔透、易排放气体和焊渣、不烧穿、成形良好的前提下,应选择较大的焊接速度,以提高生产率。



