
联系人:徐先生
手 机:13815557766
传 真:0515-86530555
邮 箱:1047881325@qq.com
地 址:江苏省建湖县上冈产业园204国道西侧纬三路南侧
网 址: www.cnyuda.net

如果钢结构车间的任务表(或柱间支撑)的位置移动中的化学量是最小的部门,一般钢柱的请求可以在输出地点的进度处停止。为使钢结构厂房工程设备准确地与钢柱相呼应,轻钢结构构件加工必须采取相应的加固措施。眼前常用的钢柱加固方面有柱间支撑,系杆杆件,构件支撑在冲突防止特点范围存在着显然的特点。在进料系统顶部用钢珠螺丝代替滑动螺丝也有同样的效果。1、钢结构厂房工程说复合楼板各向异性。判断是单向板还是双向板,要根据各向异性系数计算有效(换算)边长,根据有效边长的比值判断是单向板还是双向板。2、判定为双向板,竖向肋方向的钢筋沿肋方向布置在波峰和波谷处。但轻钢结构构件加工需要注意的是,应有不小于20mm的保护层,主要是保证钢筋的粘结力。计算的抗压强度是混凝土的纵向抗压强度是指混凝土的纵向厚度为板厚,混凝土的抗压强度方向为直向肋厚度为板厚,即复合楼板厚度为板厚度。3、沿肋方向延伸。如果压型钢板(换算成钢筋)能满足正截面承载力和剪切粘结承载力的要求,则沿肋方向的钢筋不能匹配。剪切粘结承载力的计算要特别注意,一般由剪切粘结控制。《高钢规》没有剪切粘结计算,这是疏忽。4、采用双向板计算时,必须将波峰处的钢筋配置好,压型钢板对竖直肋方向无影响。5、组合楼板绝大多数都是单向板,极特别的,比如角部可能是双向板,因为有斜梁一般跨度很小,不计算按其他部位同样配置基本可以满足。

对于钢结构厂房门式钢架风荷载取值,《全国民用建筑工程设计技术措施》有相关的规定:跨高比l/h小于等于4的门式刚架应按《建筑结构荷载规范》GB50009--2001计算风荷载标准值Wk及风荷载体形系数μs,不考虑风振系数βj,但当跨高比1/h大于4的门式刚架及房屋所有围护结构的风荷载标准值Wk宜按《门式刚架轻型房屋钢结构技术规程》CECSl02:2002取用。(7)钢结构厂房门式框架抗震设计原则:(1)轻钢结构构件加工采用底剪法。②7度及其以下不需要地震计算,但仍需要采取抗震措施。③门架抗震措施主要是加强节点:①部件之间尽量采用螺栓连接②梁柱节点,在梁下翼上加入木板③梁柱连接点的宽度比适当减少④柱间支撑与部件连接点的节点以1.2倍的部件承载力设计⑤柱间支撑与柱连接点的柱脚锚栓进行拔出检查,防止锚栓剪出,轻钢结构构件加工应设置剪出按钮。附带引出,一般柱脚都应该设置抗剪键。(8)单层钢结构的混凝土柱加变截面钢梁厂房可采用排架结构设计。在此期间,轻钢屋盖梁可按门式刚架规范设计,混凝土柱则按混凝土规范设计。对于这种结构形式,重要的是混凝土柱和钢梁的节点设计,连接方式一般应采用铰接(混凝土是脆性材料,通过配筋可以承受弯矩和剪切力,但在连接部位,其拉伸、冲切性能差,在外力作用下容易松动和破坏)。的双曲馀弦值。的双曲馀弦值。在钢梁的下部设置拉杆,可以减少钢梁对柱顶的大水平力,大幅度降低混凝土柱脚的弯曲矩。
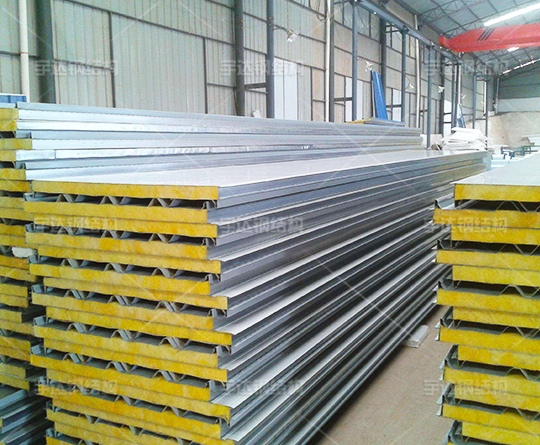
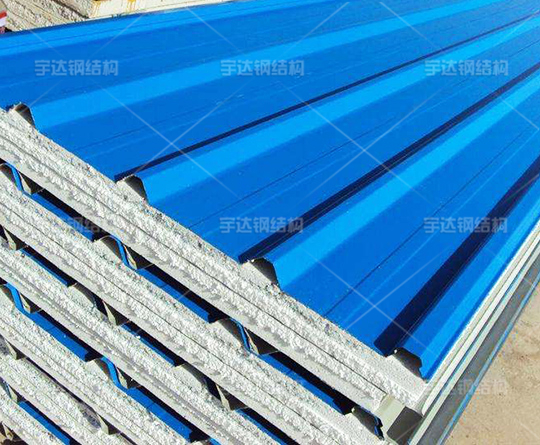
钢结构工程的制作工艺流程有哪些?钢结构的制造过程主要包括以下六个方面:下料、组装、焊接、校准、涂装和包装。以下宇达钢结构公司介绍了钢结构生产工艺流程。下料工序是将钢板或型材加工成要求的部件。下料工序主要分为钢板下料、型材下料和馀料三种。下料是找90度角,画出切削范围,进行钻孔或斜坡加工。型钢下料主要用弯尺、座尺找90度,然后画切线,钻孔或切坡加工。馀料的接收材料一般是板材的接收材料和型材的接收材料。组对工序是根据图纸的要求将下一个好的部件组成必要的部件。组对工序主要分为部件组对和部件组对。零件组有h型钢组对、牛腿组对、注脚组对等。有柱系统、吊车梁系统、吊车梁系统、屋面系统、屋面系统、墙体系统。焊接工序是将零件用金属融合连接成一个零件或构件。主要焊接方法是交流手柄焊接、直流手柄焊接、埋弧焊接、气体保护焊接、炉渣焊接和碳弧焊接。修正过程是钢结构制造过程中的一个重要组成部分,轻钢结构构件加工为了修正零件的变形,满足既定要求。一般校正的方法有机械校正和火焰校正两种。涂装工序是在零件基地处理后涂装零件和涂料,在钢结构制作过程中保护钢结构。该工序中药注意控制涂装温度和湿度,控制涂膜厚度。包装工序是钢结构制造工艺的后一步,用相应的材料包装固定部件,在部件上标明部件名称的箱号等。钢结构制作过程中也有需要注意的事项,钢结构制作过程中要注意钢材的贮藏,钢材可以露天堆积,轻钢结构构件加工也可以把脚放在有天花板的仓库里,露天堆积时要注意钢材有利于排水。

对有交叉焊缝的构件不注意焊接顺序。现象、危害性:对于有交叉焊接的部件,轻钢结构构件加工通过分析焊接应力的释放和焊接应力对部件变形的影响,合理安排焊接顺序,纵横自由焊接,结果纵横缝相互约束,产生较大的温度收缩应力,板变形,板面凹凸不平防治措施:对有交叉焊缝的构件,应制定合理的焊接顺序。当纵横交叉焊缝有几种时,先焊收缩变形较大的横缝,再焊纵缝,这样横缝就不会受到纵缝的约束,从而可以不受约束地释放横缝的收缩应力,减少焊接变形,保证焊接质量,或者先焊对接焊缝,再焊角焊缝。2.型钢杆件搭接接头采用围焊时,在转角处连续施焊。现象、危害性:钢结构厂房型钢杆件与连续板搭接接头采用围焊时,采用先焊杆件两侧焊缝,后焊端头焊缝,不连续施焊。这样虽对减小焊接变形有利,但在杆件转角处易产生应力集中和焊接缺陷,影响焊接接头质量。预防措施:型钢搭接采用环缝焊接时,应在转角处连续焊接一次。轻钢结构构件加工不要焊到转角处又跑到另一侧去焊接。4.要求等强对接,吊车梁翼缘板与腹板两端不设引弧板和引出板。造成的危害:在对接焊缝、全熔透角焊缝、吊车梁翼缘板与腹板之间的焊缝中,不加引弧和引出处,极易造成起止端未熔合、未熔透、裂纹、夹渣、气孔等缺陷,降低了起止点的强度,达不到设计要求。预防措施:焊接对接焊接、全熔透角焊接、起重机梁翼板和腹板焊接时,在焊接两端设置引弧板和引出板,其作用是将两端容易产生缺陷的部分引入工件外,切断缺陷部分保证焊接质量。

轻钢结构构件加工采用不同厚度和宽度的钢板对接时,过渡不均匀。现象、危害性:使用不同厚度和宽度的厚度和宽度不同的板对接接头时,不注意板厚差是否在标准允许范围内,或者不在允许范围内,不进行平滑过渡处理,这些焊缝有可能引起应力集中和焊缝缺陷,如焊缝缺陷,如焊缝缺陷,如焊缝缺陷,如应力集中和非熔合,影响焊接质量。预防措施:超过有关规定时,焊缝应焊成坡形,坡的较大允许值为1:2.5;或者厚度的一侧或两侧在焊接前加工成一个坡度,坡度的较大允许值为1:2.5。对于直接承受动载荷的结构,需进行疲劳校核,其坡度不得大于1:4。轻钢结构构件加工对于不同宽度的板材,应根据工厂和现场情况采用热切切割、机械加工或砂轮打磨等方法使板材平缓过渡,其接合处较大允许坡度值为1:2.5。
纤维复合加固法在我国引入时间较短,但已明显显示出其优势,成为科研院所和高校的研究热点,并在实践中得到广泛应用。尤其是粘结纤维加固法比预应力纤维加固法和嵌入式纤维加固法更加成熟,应用更加广泛。根据目前的研究现状,这三种纤维增强方法需要解决的共同问题主要有:这三种纤维增强方法需要解决的共同问题有:1、纤维材料加固构件的长期受力性能及节点纤维材料加固性能的研究;2、纤维增强结构在高温下严重退化,轻钢结构构件加工如何提高增强材料的性能和增强构件的耐火耐温措施是一个值得研究的课题;3、如何简化施工技术,加强质量保证,降低工程成本是非常迫切的。总之,轻钢结构构件加工为了保证钢结构工程在正常设计和施工后的可靠性,施工单位应在使用阶段定期对钢结构进行检查或维修,必要时委托专业机构进行可靠性鉴定,以保证钢结构的安全性、适用性和耐久性。近年来,随着科学技术的发展,出现了新的加固材料和加固方法,这些技术具有明显的优势得到了广泛的应用,但是不清楚新的加固方法和新技术能否取代传统的加固方法。在开发新技术的同时,要互补各种加固方法的优势,取长补短,发展加固技术,为建筑加固提供实用可靠的技术支持。



