
联系人:徐先生
手 机:13815557766
传 真:0515-86530555
邮 箱:1047881325@qq.com
地 址:江苏省建湖县上冈产业园204国道西侧纬三路南侧
网 址: www.cnyuda.net

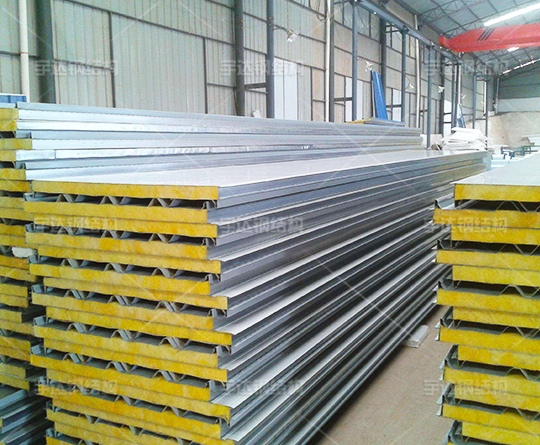
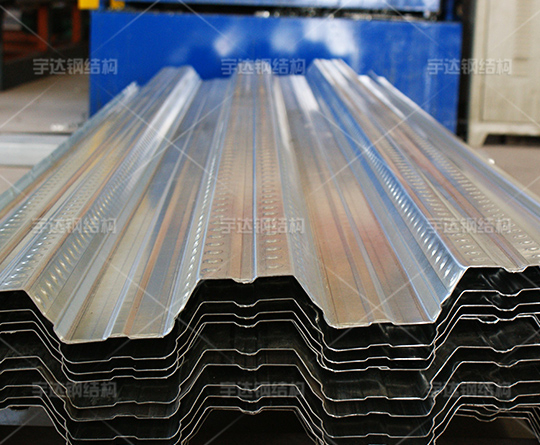
钢结构工程的制作工艺流程有哪些?钢结构的制造过程主要包括以下六个方面:下料、组装、焊接、校准、涂装和包装。以下宇达钢结构公司介绍了钢结构生产工艺流程。下料工序是将钢板或型材加工成要求的部件。下料工序主要分为钢板下料、型材下料和馀料三种。下料是找90度角,画出切削范围,进行钻孔或斜坡加工。型钢下料主要用弯尺、座尺找90度,然后画切线,钻孔或切坡加工。馀料的接收材料一般是板材的接收材料和型材的接收材料。组对工序是根据图纸的要求将下一个好的部件组成必要的部件。组对工序主要分为部件组对和部件组对。零件组有h型钢组对、牛腿组对、注脚组对等。有柱系统、吊车梁系统、吊车梁系统、屋面系统、屋面系统、墙体系统。焊接工序是将零件用金属融合连接成一个零件或构件。主要焊接方法是交流手柄焊接、直流手柄焊接、埋弧焊接、气体保护焊接、炉渣焊接和碳弧焊接。修正过程是钢结构制造过程中的一个重要组成部分,轻钢结构构件价格为了修正零件的变形,满足既定要求。一般校正的方法有机械校正和火焰校正两种。涂装工序是在零件基地处理后涂装零件和涂料,在钢结构制作过程中保护钢结构。该工序中药注意控制涂装温度和湿度,控制涂膜厚度。包装工序是钢结构制造工艺的后一步,用相应的材料包装固定部件,在部件上标明部件名称的箱号等。钢结构制作过程中也有需要注意的事项,钢结构制作过程中要注意钢材的贮藏,钢材可以露天堆积,轻钢结构构件价格也可以把脚放在有天花板的仓库里,露天堆积时要注意钢材有利于排水。

结构变形检测,测量结构或构件变形的常用仪器和工具有水准仪、经纬仪、锤球、钢卷尺、棉线以及激光测位移计、红外线测距仪、全站仪等。结构变形有许多类型,如梁、屋架的挠度、屋架倾斜、柱子侧移,轻钢结构构件价格需要根据测试对象采用不同的方法和仪器。测量小跨度的梁、屋架挠度时,可用拉铁丝的简单方法,也可选取基准点用水准仪测量。屋架的倾斜变位测量,轻钢结构构件价格一般在屋架中部拉杆处从上弦固定吊锤到下弦处,测量其倾斜值并记录倾斜方向。结构材料性能检测,对钢材的性能检测主要是检查裂纹、孔洞、夹渣等,对焊缝主要是检查夹渣、气泡、咬边、烧穿、漏焊、未焊透以及焊脚尺寸不足等,对铆钉或螺栓主要是检查漏铆、漏检、错位、错排和掉头。检测方法主要是外观检查、X射线、超声波探伤、磁粉探伤和渗透探伤。超声波法检测金属材料时,要求频率高、功率低,因此测试灵敏度高、测试精度好。超声波探伤通常采用纵波探伤和横波探伤(主要用于焊缝探伤)两种方法。超声波对钢结构进行测试时,测量点光滑平坦。
钢质工业厂房的设计是一项非常复杂的工作,它涉及到许多环节和内容,为提高结构设计的质量,应从防火、防腐、抗震、荷载设计以及安全经济协调等方面不断优化和完善,使整个工业钢结构厂房的设计达到整体优化水平。(1)防火设计。在结构设计中,轻钢结构构件价格应综合考虑工业钢结构厂房的主要用途和火灾类型,并在此基础上确定钢结构厂房的消防等级,以保证按照规范和设计的基本要求进行消防设计的科学性和合理性。(2)防腐设计。在工业钢结构车间的设计中,设计者应不断提高自己的防腐意识和结构防腐概念,充分认识腐蚀对结构性能的负面影响,采取各种措施改进防腐设计。同时结合以往的工程案例,认真分析腐蚀问题产生的原因,较大限度的避免腐蚀问题的发生。另外,轻钢结构构件价格在工程设计中,要对结构防腐蚀涂料进行科学的设计,提高其粘结性和疏水性,使氧、氧离子等与钢结构中的金属隔绝,从而不断提高结构的防腐蚀性能。(3)抗震设计。钢结构厂房抗震设计与厂方的质量及安全有着十分紧密的联系。在设计工作中,一方面要为钢结构车间提供足够的活动空间,另一方面要提高结构应力,充分体现钢结构的优点。基于水平结构和纵向结构,避免结构变形,进而提高结构的抗震性能。(4)荷载设计。负荷设计对专业性的要求很高,同时还需要据实际科学的计算方法完成数据计算,有效提高钢结构负荷设计的准确性和科学性。(5)协调结构的安全性与经济性。工厂化钢结构厂房的结构设计,一方面要充分保证结构的安全性,另一方面要不断提高其安全性。钢结构现场内部装饰比较简单,施工方法的合理性、操作的便利性、结构配置的科学性对钢结构现场的经济性起着决定性的作用。

在钢结构现场加工制作过程中,焊接变形的影响因素很多,如环境条件、施工材料、各种人为因素(焊工技能)等,钢结构现场发生变形问题时,会严重影响工程项目整体的施工质量,甚至会产生更严重的结果。本文分析了钢结构厂房焊接变形的主要原因,并提出了相应的预防措施和解决办法。轻钢结构构件价格在焊接接头间隙中塞焊条头或铁块,现象、危害性:钢结构现场焊接时,焊条头和铁块难以与焊接部件一体化,因此会产生未熔接、未熔接等焊接缺陷,降低连接强度。如果用生锈的电极头或铁块填充,很难保证与基材的一致性;如果焊条头和铁块上有油污和杂质,焊缝就会有气孔、夹渣、裂纹等缺陷。这些情况大大降低了接头的焊接质量,达不到设计和规范对焊接质量的要求。预防措施:工件组装间隙大,但未超过规定允许使用范围,组装间隙超过薄板厚度的2倍或超过20mm时,轻钢结构构件价格用堆积焊接方法填平凹陷部分,减少组装间隙。严禁在接头间隙内使用填充电极头或铁块的方法进行补焊。在标注零件时,应注意保持切削后的足够切削和焊接收缩,控制零件尺寸,不要增加间隙,以保证整体尺寸。
对有交叉焊缝的构件不注意焊接顺序。现象、危害性:对于有交叉焊接的部件,轻钢结构构件价格通过分析焊接应力的释放和焊接应力对部件变形的影响,合理安排焊接顺序,纵横自由焊接,结果纵横缝相互约束,产生较大的温度收缩应力,板变形,板面凹凸不平防治措施:对有交叉焊缝的构件,应制定合理的焊接顺序。当纵横交叉焊缝有几种时,先焊收缩变形较大的横缝,再焊纵缝,这样横缝就不会受到纵缝的约束,从而可以不受约束地释放横缝的收缩应力,减少焊接变形,保证焊接质量,或者先焊对接焊缝,再焊角焊缝。2.型钢杆件搭接接头采用围焊时,在转角处连续施焊。现象、危害性:钢结构厂房型钢杆件与连续板搭接接头采用围焊时,采用先焊杆件两侧焊缝,后焊端头焊缝,不连续施焊。这样虽对减小焊接变形有利,但在杆件转角处易产生应力集中和焊接缺陷,影响焊接接头质量。预防措施:型钢搭接采用环缝焊接时,应在转角处连续焊接一次。轻钢结构构件价格不要焊到转角处又跑到另一侧去焊接。4.要求等强对接,吊车梁翼缘板与腹板两端不设引弧板和引出板。造成的危害:在对接焊缝、全熔透角焊缝、吊车梁翼缘板与腹板之间的焊缝中,不加引弧和引出处,极易造成起止端未熔合、未熔透、裂纹、夹渣、气孔等缺陷,降低了起止点的强度,达不到设计要求。预防措施:焊接对接焊接、全熔透角焊接、起重机梁翼板和腹板焊接时,在焊接两端设置引弧板和引出板,其作用是将两端容易产生缺陷的部分引入工件外,切断缺陷部分保证焊接质量。



