
联系人:徐先生
手 机:13815557766
传 真:0515-86530555
邮 箱:1047881325@qq.com
地 址:江苏省建湖县上冈产业园204国道西侧纬三路南侧
网 址: www.cnyuda.net

优化防火和隔热设计,钢结构厂房在混凝土施工过程中会受到很大的温度影响,因此,在工程的混凝土开发过程中,碳钢结构件加工必须合理设计防火保温系统。工作人员应重视钢结构车间的防火系统和隔热系统,确保整个钢结构车间的安全稳定。通过优化和调整防火和隔热系统,施工中火灾对整个建筑的影响。相关安全人员需要定义整个厂房的风险系数,并根据周围环境和钢结构厂房的建筑特点初步设定整个建筑的消防等级。碳钢结构件加工通过了解大量数据和现场调查,充分结合相关信息,设计钢结构现场的防火系统和隔热系统。在设计防火系统和隔热系统的过程中,相关人员必须确保系统整体内容,符合建筑规范和防火的具体规则。根据风险系数和防火等级,合理选择钢结构部件的类型,确保整个建筑材料的质量,为钢结构现场建设提供更好的服务。

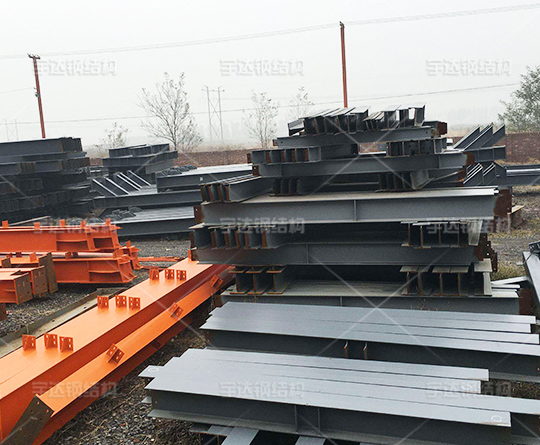
钢质厂房具有造型美观、色彩明目、建筑形体多样、造价低、施工周期短、钢构件生产工厂化、安装施工方便、平面布置灵活等优点,同时,钢质厂房重量轻,材料均匀,便于设计计算,可循环使用,越来越多地被现代工业厂房所采用。在钢结构厂房工程中,焊接是一种比较常用的连接方式,框架结构可分为焊接和不焊接两大部分,因此钢结构厂房工程中碳钢结构件加工也可根据这两方面的连接质量进行相应的施工方案,使钢结构厂房工程的连接质量达到标准和要求。钢结构现场工程应选择专业焊接工人,部件焊接前使用的焊条、焊剂、药芯焊丝、熔嘴应按产品说明书和焊接工艺文件规定烘烤保管。碳钢结构件加工使用的钢材、焊接材料、焊接方法和焊后热处理,应当根据评定报告进行评定。对设计要求全焊透的一个或两个焊缝进行超声波探伤,以进行内部缺陷检查。超声波探伤无法判断缺陷时,应采用射线探伤检查。
当今钢结构工程为何有如此美好的发展前景?室外到处可以看到各种各样的建筑物,在建筑结构的设计过程中,使用新的建筑结构进行更好的建筑物和建筑区域的设置。这个建筑结构是一个钢结构工程。对于各种建筑技术的发展,钢结构公司这种工程可以进行更好的建筑设计和施工,同样,现在钢结构工程可以称为流行的建筑工程,可以实现更好的开发过程,碳钢结构件加工进行更先进的开发过程。钢结构工程的流行使用主要是由于该工程的进行具有更简单、更规划的设计过程,同时在各种工程的进行中具有更有序的工程。钢结构工程现在流行的原因如下:一是各种技术都有不同的创新,这种技术的发展和创新就是要有一个更好的运行过程,要有更好的功能实现。二是现在各种建筑追求更安全高效的建筑物,碳钢结构件加工希望在建筑物的各个层次上进行更好的发展过程,因此有钢结构工程的使用,进行更安全有效的钢结构工程的建设。三是目前各种钢结构工程由各种高新技术钢材制成,在各种钢结构工程规划和发展中,有更好的发展和计划,有更多的资金进行钢结构工程建设过程。到目前为止,钢结构工程已经有较好的操作进行建筑设计,同时在进行各种工程,可以通过更多的技术进行工程。
钢结构工程的制作工艺流程有哪些?钢结构的制造过程主要包括以下六个方面:下料、组装、焊接、校准、涂装和包装。以下宇达钢结构公司介绍了钢结构生产工艺流程。下料工序是将钢板或型材加工成要求的部件。下料工序主要分为钢板下料、型材下料和馀料三种。下料是找90度角,画出切削范围,进行钻孔或斜坡加工。型钢下料主要用弯尺、座尺找90度,然后画切线,钻孔或切坡加工。馀料的接收材料一般是板材的接收材料和型材的接收材料。组对工序是根据图纸的要求将下一个好的部件组成必要的部件。组对工序主要分为部件组对和部件组对。零件组有h型钢组对、牛腿组对、注脚组对等。有柱系统、吊车梁系统、吊车梁系统、屋面系统、屋面系统、墙体系统。焊接工序是将零件用金属融合连接成一个零件或构件。主要焊接方法是交流手柄焊接、直流手柄焊接、埋弧焊接、气体保护焊接、炉渣焊接和碳弧焊接。修正过程是钢结构制造过程中的一个重要组成部分,碳钢结构件加工为了修正零件的变形,满足既定要求。一般校正的方法有机械校正和火焰校正两种。涂装工序是在零件基地处理后涂装零件和涂料,在钢结构制作过程中保护钢结构。该工序中药注意控制涂装温度和湿度,控制涂膜厚度。包装工序是钢结构制造工艺的后一步,用相应的材料包装固定部件,在部件上标明部件名称的箱号等。钢结构制作过程中也有需要注意的事项,钢结构制作过程中要注意钢材的贮藏,钢材可以露天堆积,碳钢结构件加工也可以把脚放在有天花板的仓库里,露天堆积时要注意钢材有利于排水。

钢结构工程公司如何检测钢结构的损伤情况?在长期的自然环境和使用环境的双重作用下,钢结构的功能会逐渐弱化,这是一种不可逆转的客观规律。若能科学地评价结构损伤的规律和程度,碳钢结构件加工及时采取有效的处理措施,就能延缓结构损伤过程,达到延长结构寿命的目的。下文介绍了钢结构周围裂缝、结构变形、结构变形、结构材料性能等方面的钢结构周围裂缝、结构变形、结构材料性能、钢结构损伤检测方法对钢结构损伤的检测方法如下:裂缝检测,裂纹检测包括裂纹分布、裂纹方向、裂纹长度和宽度。裂缝宽度的检测主要采用10~20倍读数放大镜、裂缝对比卡和塞尺。裂纹长度可以用钢尺测量,裂纹深度可以用一块很薄的钢片插入裂纹,或沿裂纹芯方向或超声波检测。碳钢结构件加工可采用贴石膏法判断裂缝是否发展,将厚10mm左右,宽50~80mm的石膏饼贴在裂缝中,观察石膏是否开裂。也可在裂缝两侧粘贴几对手持式应变器的头部,用手持式应变器测量变形是否发展。



