
联系人:徐先生
手 机:13815557766
传 真:0515-86530555
邮 箱:1047881325@qq.com
地 址:江苏省建湖县上冈产业园204国道西侧纬三路南侧
网 址: www.cnyuda.net

钢结构工业厂房加工采用不同厚度和宽度的钢板对接时,过渡不均匀。现象、危害性:使用不同厚度和宽度的厚度和宽度不同的板对接接头时,不注意板厚差是否在标准允许范围内,或者不在允许范围内,不进行平滑过渡处理,这些焊缝有可能引起应力集中和焊缝缺陷,如焊缝缺陷,如焊缝缺陷,如焊缝缺陷,如应力集中和非熔合,影响焊接质量。预防措施:超过有关规定时,焊缝应焊成坡形,坡的较大允许值为1:2.5;或者厚度的一侧或两侧在焊接前加工成一个坡度,坡度的较大允许值为1:2.5。对于直接承受动载荷的结构,需进行疲劳校核,其坡度不得大于1:4。钢结构工业厂房加工对于不同宽度的板材,应根据工厂和现场情况采用热切切割、机械加工或砂轮打磨等方法使板材平缓过渡,其接合处较大允许坡度值为1:2.5。

重视焊接工程质量控制,钢结构厂房的制作和安装工程施工中焊接施工是重要的一环,焊接施工的质量控制要重视。当前钢结构厂房生产过程中,大部分采用埋弧焊机自动焊接,部分采用半自动气体保护焊,个别部位采用人工焊接。焊接质量问题多存在于手工焊接中。鉴于这种情况,钢结构厂房焊接前应检查焊条合格证。根据说明书的要求,焊工必须持有证书。焊接表面不得有裂纹、焊瘤。一、二级焊接不得有气孔、夹渣、弧坑裂纹。一级焊接不得有咬合、未满焊接等缺陷。一次焊接和二次焊接应按要求进行无损检测,并在规定的焊接部位和部位检查焊工的密封。不合格的焊接不得擅自处理。钢结构工业厂房加工决定修正技术后再处理,同一部分的焊接修理次数不得超过2次。5、钢构件安装质量控制,钢结构现场安装前,检查部件质量,部件持久变形和缺陷超过允许值时,应处理。钢柱的安装应检查柱底板底部垫铁是否坚固平坦,以防止柱底板底部螺栓不稳定;控制柱是否垂直,无位移。在安装工程中,在结构尚未形成稳定系统之前,应采取临时支护措施。钢结构厂房安装成空间固定单元,钢结构工业厂房加工验收合格后,要求施工单位及时用膨胀混凝土浇筑柱底板空间和基础顶面,进行二次压实。对钢结构车间主体结构的垂直度和平面弯曲进行了检验。

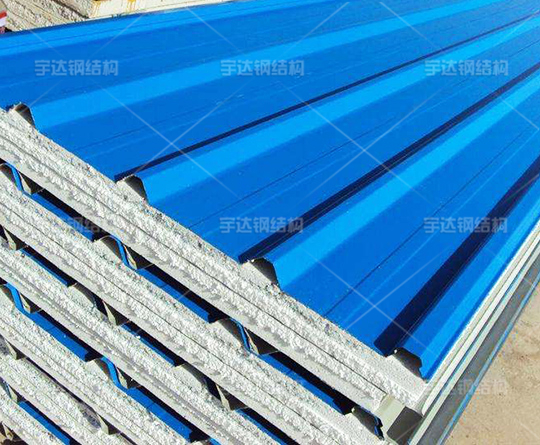
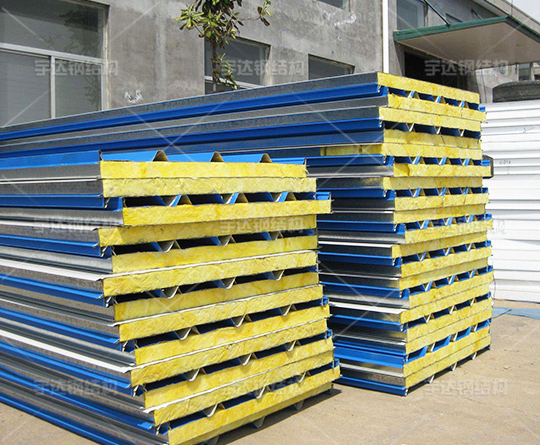
钢结构厂房坚固件连接的质量控制,钢结构车间扣件连接的质量控制主要强调高强度螺栓连接的质量控制。高强螺栓连接工程施工质量控制从以下几个方面完成,钢厂要注意高强度螺栓摩擦面的加工质量和安装前的防护措施,防止污染和腐蚀。在安装前对高强度螺栓的摩擦面进行了抗滑系数试验,检查了高强度螺栓的工厂证书和批号,定期对不同批号的高强度螺栓进行试验。高强度螺栓的安装要求自由穿入,不得敲打或扩大孔洞,在钢结构现场制作时,为了控制变形,必须准备一定的轮胎模具,在部件运输时采取切实可行的固定措施,确保尺寸稳定性。钢构厂房安装时,板叠接触面应平整,接触面的宽度必须大于75%,边缝不能大于0.8毫米。严格控制和检查高强度螺栓的安装过程,包括操作顺序、安装方法、紧固顺序、初拧和终拧,并校准拧紧螺栓的扭矩扳手。终旋结束应逐个检查,欠旋、超旋的应补旋或更换。7、钢结构厂房除锈及涂装工程,钢结构厂房除锈和喷漆是目前钢结构厂房工程中较容易忽略的环节。钢厂除锈分为人工除锈和机械除锈。钢结构工业厂房加工施工人员应根据拉拔要求和除锈等级采用不同的除锈方法。钢结构车间涂装前应对涂装工程进行质量控制,涂装后的构件表面应无焊渣、油污、水、毛刺等异物,涂装次数和厚度应符合设计要求。涂装必须有资质,防火涂料工程必须由经消防部门认可的施工单位施工。8、彩钢板施工质量控制,彩钢房工程施工质量直接影响彩钢房工程的使用效果。所以压型彩钢板安装质量控制主要包括:压型彩钢板进场后,钢结构工业厂房加工对外观及合格证进行检查,对与压型彩钢板施工安装相关的钢件的安装精度进行校核,清除檩条安装时的焊缝药皮和飞溅,涂防锈涂料进行防腐处理。彩板安装时,必须制定合理的安装技术顺序等。
对于钢结构厂房门式钢架风荷载取值,《全国民用建筑工程设计技术措施》有相关的规定:跨高比l/h小于等于4的门式刚架应按《建筑结构荷载规范》GB50009--2001计算风荷载标准值Wk及风荷载体形系数μs,不考虑风振系数βj,但当跨高比1/h大于4的门式刚架及房屋所有围护结构的风荷载标准值Wk宜按《门式刚架轻型房屋钢结构技术规程》CECSl02:2002取用。(7)钢结构厂房门式框架抗震设计原则:(1)钢结构工业厂房加工采用底剪法。②7度及其以下不需要地震计算,但仍需要采取抗震措施。③门架抗震措施主要是加强节点:①部件之间尽量采用螺栓连接②梁柱节点,在梁下翼上加入木板③梁柱连接点的宽度比适当减少④柱间支撑与部件连接点的节点以1.2倍的部件承载力设计⑤柱间支撑与柱连接点的柱脚锚栓进行拔出检查,防止锚栓剪出,钢结构工业厂房加工应设置剪出按钮。附带引出,一般柱脚都应该设置抗剪键。(8)单层钢结构的混凝土柱加变截面钢梁厂房可采用排架结构设计。在此期间,轻钢屋盖梁可按门式刚架规范设计,混凝土柱则按混凝土规范设计。对于这种结构形式,重要的是混凝土柱和钢梁的节点设计,连接方式一般应采用铰接(混凝土是脆性材料,通过配筋可以承受弯矩和剪切力,但在连接部位,其拉伸、冲切性能差,在外力作用下容易松动和破坏)。的双曲馀弦值。的双曲馀弦值。在钢梁的下部设置拉杆,可以减少钢梁对柱顶的大水平力,大幅度降低混凝土柱脚的弯曲矩。
5、辅助材料及用具,用于安装钢结构的工具、设备、安全措施、防护设备和辅助材料,如氧气、乙炔、二氧化碳气体、钢丝、风绳、铁等,经检验后,由专人发运到现场专用仓库。6、三脚架及脚手架,钢结构工业厂房加工应用于装配钢梁和脚手架材料(钢管、螺栓、接头、脚手板等)的三脚架。)用于搭建作业平台的材料应运至现场,由专业架子工配合搭建。7、场地清理,根据钢结构安装总体规划的要求,应清理施工现场的障碍物。运输道路畅通,钢梁现场放置,表面光滑压实。电力、水源要引至施工现场,电源闸箱、水源截门等要按要求安装到位。8、钢结构工业厂房加工技术交底,参与钢结构安装的施工人员应当进入现场,实施施工技术、施工安全底部,熟悉钢结构施工图纸和施工方案,熟悉安全运行规则和质量要求。各安装地点的导线网、轴线和水平标高应由相关单位进行复核。

多层钢结构厂房的组成有以下几种主要体系:(一)刚架结构,由于梁和柱构成多层跨刚架承受水平负荷,该结构在水平负荷作用下具有悬臂梁的整体侧向位移和层间剪力引起的位移,变形较大。它的适用范围不超过20-30层。梁和柱之间应作成刚性连接。层数不超过10-15时,钢结构工业厂房加工也可考虑用半刚性连接。(二)带撑结构,两根立柱之间设置斜撑,形成垂直悬臂桁架,比刚架结构承受水平荷载的能力更高。该结构适用于20-45层,梁柱可变为柔性连接、半刚性连接或刚性连接。(三)筒式结构,60层以上的钢结构车间采用圆筒结构更经济,建筑四面均构成框架,成为刚度较大的空间桁架体系。这种结构已经有效地用于110层的高耸房屋。筒式结构也可以不设置斜撑,在周围四个面上密集排列柱子,形成空间刚架式筒体。它可以用到80层高度。筒式结构内部也可以使用电梯井作为内筒,与外简一起承受水平力,中间的其他柱子只承受垂直负荷。(四)悬挂结构,该系统利用房屋中心内筒承受全部重力和水平负荷,内筒采用钢筋混凝土或钢筋混凝土组合结构,钢结构工业厂房加工采用滑动模具施工。筒顶有悬伸的桁架,楼板都用高强钢材的拉杆挂在析架上。完成后的内筒可用于提升钢结构,整个工程周期较短。通过以上对房屋钢结构组成的简单分析,我们可以看到,结构必须形成整个空间,能够有效经济地承受载荷,强度、稳定性和刚性高。如果主承重构件本身形成了一个空间整体,不需要额外的支撑,就可以实现一个非常有效的组合方案。结构方案的适宜性也与施工和材料供应条件密切相关。在实际工程中,应结合具体情况灵活运用上述基本类型。



