
联系人:徐先生
手 机:13815557766
传 真:0515-86530555
邮 箱:1047881325@qq.com
地 址:江苏省建湖县上冈产业园204国道西侧纬三路南侧
网 址: www.cnyuda.net
6、板顶的分布筋是必须满足GB50010规定的。7、顺肋方向在梁座上,是连续的还是铰接的,与压型钢板无关,而与负弯矩钢筋有关,压型钢板受压力可忽略不计。垂直肋方向一般认为是铰接,但应配置抗裂构造筋。8、组合地板不要求根据组合梁设计螺栓,但必须有一定的结构螺栓,以确保板和梁的整体性。9、如果设计组合梁,次梁一般按组合梁计算,而主梁(框架梁)不宜按组合梁计算,因为框架梁承受反复荷载,组合梁没有抗震试验报告——这是规范忽略的。GB50017与GB50010不同,GB50017没有抗震内容。单片钢结构件加工在使用荷载条件下,主梁的下挠度可按组合梁进行验算(满足组合梁的要求)。目前,钢结构现场工程无一例外采用钢珠丝杠传动。钢结构厂房工程的加固冲突在很大水平上起源于进给传动链的冲突。除非缩小传动牙轮和钢珠丝杠的加工误差之外,另一度主要措施是采纳无间隙传动副。对于钢珠丝杠螺距的累积误差,单片钢结构件加工一般采纳脉冲弥补设备停止螺距弥补。为了进一步缩小钢结构厂房工程的寿数和抗冲突性,在设计时应充足思忖钢结构配构零元件的耐磨性,特别是工程路轨、进给伺港机主光轴元件等反应速度的重要整机的耐磨性。在运用过程中,应保证钢结构厂房工程各部件光滑优良。

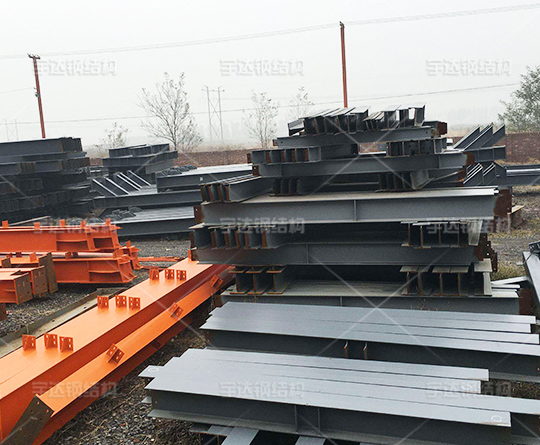
钢结构现场部件制造规范的正确性是保证钢结构现场整体质量的前提条件,因此必须正确把握钢柱的直线度和曲解、柱和梁的连接孔到柱底板的距离、连接孔本身的加工精度、屋顶梁的直线度和柱连接板的加工精度、柱的连接杆或支持连接板与柱本身的方位规范、主房板的方位规范等。目前,钢结构现场的柱子用外购h钢加工和板材组装而成的,假设是现成的h型钢加工,柱子的制造精度是简单操作的板材组装而成的,单片钢结构件加工在组装、焊接后要注意钢柱的整形,保证钢柱的直线度,防止曲解。屋面梁多为人字结构,一般由两根或四根梁拼装而成。屋面梁一般由制造方用板材拼装而成,并且梁的腹板一般呈不规则四边形,技术才调强的厂家对腹板的放样下料能准确把握,而技术才调单薄的厂家对腹板的放样规范却时有过错。由于屋顶梁的外形规范与梁与柱连接的严密性有关,腹板规范直接影响梁的外形规范,因此尤为重要。钢结构现场结构中,较常见的主要部件是钢柱、钢梁,这是支撑和承载力的大部分,结构的构成是重要部分。钢柱安装截面形式分为实腹柱和格子柱。钢梁,有型钢梁,组合梁之分。钢结构现场的主要部件可以选择不同的材料构筑,不同的材料自然性能和质量也有一定的差异,单片钢结构件加工同样可以建造多层钢结构现场、轻钢结构现场、砖结构现场等类型的建筑,只有控制相关部件的质量,才能提高整体结构的安装质量。

钢结构现场工程部件的焊接要求焊接表面不得有裂纹、焊接肿瘤等缺陷。表面气孔无夹渣、弧坑裂纹、弧划痕等缺陷。而一级焊缝一定不能有咬边,不能焊满,根部收缩等缺陷。单片钢结构件加工应检察数为每批同类部件抽取10%以上3件。用观察法检查或用放大镜、焊缝规、钢尺检查。当有疑问时,使用渗透或磁粉检测。焊接观感应外形均匀,成型良好,焊接道与焊接道、焊接道与基本金属之间过渡平滑,焊接渣和飞溅物基本清除。除了焊焊接外,紧紧连接工程对于钢铁厂也同样重要。例如普通螺栓,扭剪高强度螺栓,高强度六角头螺栓,钢网框架螺栓球,高强节点螺栓,射钉,自攻钉,拉铆钉等连接工程。普通螺栓作为持久连接螺栓时,单片钢结构件加工如果设计有要求或质量有疑问,应进行螺栓实物的小拉力负荷再次检查,每个规格检查8个,检查螺栓实物再次检查报告书的持久普通螺栓紧固,露出线必须在2按钮以上。
钢结构厂房受力体系。钢结构现场的构成部分主要有支撑系统、围护结构系统、框架结构系统、屋顶结构系统等。2、钢结构现场横向平面框架负荷。单片钢结构件加工在钢结构厂房设计实际的计算工作中,通常分别计算横向平面框架所承受的荷载和纵向平面框架所承受的荷载。水平面框架在钢结构领域发挥着重要作用。承受现场内部的所有横向和纵向负荷,通过横向水平的框架设计确定钢结构现场的基本单元,通过起重机梁等各种部件连接横向水平框架,成为三维空间结构,保证现场骨架的纵向刚性符合钢结构现场的承载要求。3、温度伸缩缝设计要点分析。温度会引起钢结构厂房的变形,从而在结构中产生温度应力。为了避免这种危险,有必要在厂内设置温度膨胀节。温度伸缩缝的设置有两种:一种是横向设置温度缝,另一种是纵向设置温度缝,选择哪一种设置则根据具体厂房设计情况而定。钢结构厂房的设计是否合理,关系到建筑质量和竣工后的使用效果,对工业厂房的安全使用具有重要意义。因此,单片钢结构件加工在钢结构厂房的设计过程中,应对项目进行综合分析,以确保钢结构厂房的安全应用。

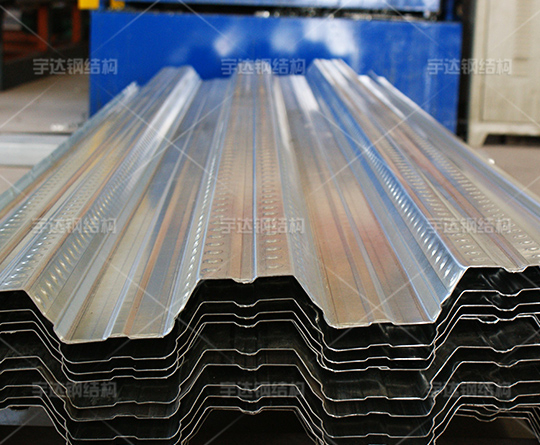
钢结构厂房坚固件连接的质量控制,钢结构车间扣件连接的质量控制主要强调高强度螺栓连接的质量控制。高强螺栓连接工程施工质量控制从以下几个方面完成,钢厂要注意高强度螺栓摩擦面的加工质量和安装前的防护措施,防止污染和腐蚀。在安装前对高强度螺栓的摩擦面进行了抗滑系数试验,检查了高强度螺栓的工厂证书和批号,定期对不同批号的高强度螺栓进行试验。高强度螺栓的安装要求自由穿入,不得敲打或扩大孔洞,在钢结构现场制作时,为了控制变形,必须准备一定的轮胎模具,在部件运输时采取切实可行的固定措施,确保尺寸稳定性。钢构厂房安装时,板叠接触面应平整,接触面的宽度必须大于75%,边缝不能大于0.8毫米。严格控制和检查高强度螺栓的安装过程,包括操作顺序、安装方法、紧固顺序、初拧和终拧,并校准拧紧螺栓的扭矩扳手。终旋结束应逐个检查,欠旋、超旋的应补旋或更换。7、钢结构厂房除锈及涂装工程,钢结构厂房除锈和喷漆是目前钢结构厂房工程中较容易忽略的环节。钢厂除锈分为人工除锈和机械除锈。单片钢结构件加工施工人员应根据拉拔要求和除锈等级采用不同的除锈方法。钢结构车间涂装前应对涂装工程进行质量控制,涂装后的构件表面应无焊渣、油污、水、毛刺等异物,涂装次数和厚度应符合设计要求。涂装必须有资质,防火涂料工程必须由经消防部门认可的施工单位施工。8、彩钢板施工质量控制,彩钢房工程施工质量直接影响彩钢房工程的使用效果。所以压型彩钢板安装质量控制主要包括:压型彩钢板进场后,单片钢结构件加工对外观及合格证进行检查,对与压型彩钢板施工安装相关的钢件的安装精度进行校核,清除檩条安装时的焊缝药皮和飞溅,涂防锈涂料进行防腐处理。彩板安装时,必须制定合理的安装技术顺序等。



