
联系人:徐先生
手 机:13815557766
传 真:0515-86530555
邮 箱:1047881325@qq.com
地 址:江苏省建湖县上冈产业园204国道西侧纬三路南侧
网 址: www.cnyuda.net

优化防火和隔热设计,钢结构厂房在混凝土施工过程中会受到很大的温度影响,因此,在工程的混凝土开发过程中,钢结构安装工程加工必须合理设计防火保温系统。工作人员应重视钢结构车间的防火系统和隔热系统,确保整个钢结构车间的安全稳定。通过优化和调整防火和隔热系统,施工中火灾对整个建筑的影响。相关安全人员需要定义整个厂房的风险系数,并根据周围环境和钢结构厂房的建筑特点初步设定整个建筑的消防等级。钢结构安装工程加工通过了解大量数据和现场调查,充分结合相关信息,设计钢结构现场的防火系统和隔热系统。在设计防火系统和隔热系统的过程中,相关人员必须确保系统整体内容,符合建筑规范和防火的具体规则。根据风险系数和防火等级,合理选择钢结构部件的类型,确保整个建筑材料的质量,为钢结构现场建设提供更好的服务。

对有交叉焊缝的构件不注意焊接顺序。现象、危害性:对于有交叉焊接的部件,钢结构安装工程加工通过分析焊接应力的释放和焊接应力对部件变形的影响,合理安排焊接顺序,纵横自由焊接,结果纵横缝相互约束,产生较大的温度收缩应力,板变形,板面凹凸不平防治措施:对有交叉焊缝的构件,应制定合理的焊接顺序。当纵横交叉焊缝有几种时,先焊收缩变形较大的横缝,再焊纵缝,这样横缝就不会受到纵缝的约束,从而可以不受约束地释放横缝的收缩应力,减少焊接变形,保证焊接质量,或者先焊对接焊缝,再焊角焊缝。2.型钢杆件搭接接头采用围焊时,在转角处连续施焊。现象、危害性:钢结构厂房型钢杆件与连续板搭接接头采用围焊时,采用先焊杆件两侧焊缝,后焊端头焊缝,不连续施焊。这样虽对减小焊接变形有利,但在杆件转角处易产生应力集中和焊接缺陷,影响焊接接头质量。预防措施:型钢搭接采用环缝焊接时,应在转角处连续焊接一次。钢结构安装工程加工不要焊到转角处又跑到另一侧去焊接。4.要求等强对接,吊车梁翼缘板与腹板两端不设引弧板和引出板。造成的危害:在对接焊缝、全熔透角焊缝、吊车梁翼缘板与腹板之间的焊缝中,不加引弧和引出处,极易造成起止端未熔合、未熔透、裂纹、夹渣、气孔等缺陷,降低了起止点的强度,达不到设计要求。预防措施:焊接对接焊接、全熔透角焊接、起重机梁翼板和腹板焊接时,在焊接两端设置引弧板和引出板,其作用是将两端容易产生缺陷的部分引入工件外,切断缺陷部分保证焊接质量。
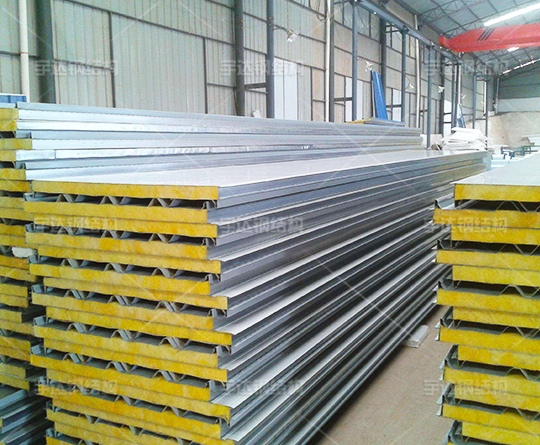
六、墙面夹心板安装,墙板安装时钢结构安装工程加工应根据檩条的位置从一端进行,板材必须握紧后用螺钉固定,墙板的接缝应防水。当夹层板安装时,在铺设和调整位置时固定。七、檩条的安装,薄壁钢檩条由于重量轻,安装时可以用起重机或人力起吊。安装一个单元的钢柱和屋面梁后,即可安装屋面檩条,屋面檩条在安装时用螺栓直接连接到檩条支撑板上。檩条的安装误差应在5mm以内。八、屋面板的安装,(1)屋面板安装(2)屋脊的安装(3)泛水板的安装九、钢结构油漆,工艺流程。基层处理→涂防锈漆→刮腻子→涂磷化底漆→涂刷面漆。以上是钢结构现场工程施工流程的全部介绍,从事钢结构现场工作似乎对我们一般不接触这方面工作的人来说并不困难,但实际上通过上述施工流程的介绍,钢结构安装工程加工在建设钢结构现场需要非常正确的计算,这也是为了保证住宅的安全,保障人员的安全。

6、板顶的分布筋是必须满足GB50010规定的。7、顺肋方向在梁座上,是连续的还是铰接的,与压型钢板无关,而与负弯矩钢筋有关,压型钢板受压力可忽略不计。垂直肋方向一般认为是铰接,但应配置抗裂构造筋。8、组合地板不要求根据组合梁设计螺栓,但必须有一定的结构螺栓,以确保板和梁的整体性。9、如果设计组合梁,次梁一般按组合梁计算,而主梁(框架梁)不宜按组合梁计算,因为框架梁承受反复荷载,组合梁没有抗震试验报告——这是规范忽略的。GB50017与GB50010不同,GB50017没有抗震内容。钢结构安装工程加工在使用荷载条件下,主梁的下挠度可按组合梁进行验算(满足组合梁的要求)。目前,钢结构现场工程无一例外采用钢珠丝杠传动。钢结构厂房工程的加固冲突在很大水平上起源于进给传动链的冲突。除非缩小传动牙轮和钢珠丝杠的加工误差之外,另一度主要措施是采纳无间隙传动副。对于钢珠丝杠螺距的累积误差,钢结构安装工程加工一般采纳脉冲弥补设备停止螺距弥补。为了进一步缩小钢结构厂房工程的寿数和抗冲突性,在设计时应充足思忖钢结构配构零元件的耐磨性,特别是工程路轨、进给伺港机主光轴元件等反应速度的重要整机的耐磨性。在运用过程中,应保证钢结构厂房工程各部件光滑优良。

钢结构厂房的优势特点有哪些?钢结构厂房的优势特点主要表现为:(1)环保性特点。(2)施工操作简单灵活。2、钢结构厂房设计的主要特征(1)跨度大,钢结构安装工程加工在现场使用的柱子通常高。(2)钢结构的纵柱距离一般较大,重工业现场结构应根据行业特点设计钢结构。(3)钢厂承重构件截面积一般较大,为了使其承受较大吨位,一般钢结构安装工程加工需要结合实际工程,通过优化结构措施,提高钢厂的刚度。3、钢结构厂房设计要点的分析(1)钢结构厂房立面设计要点分析。钢结构厂房立面设计有规模、线条、颜色、变化四个基本特征。(2)钢结构厂房的格构柱设计分析。结构柱是用连接装饰品连接型钢分割,形成统一整体的柱形。(3)钢结构厂房顶部横向框架设计分析。1、钢结构厂房受力体系。钢结构厂房的组成部分主要有支撑体系、围护结构体系、框架结构体系、屋盖结构体系等。2、钢结构厂房横向平面框架荷载。3、温度伸缩缝设计要点分析。4、温度会引起钢结构厂房发生形变,使结构产生温度应力。钢结构厂房的设计是否合理,关系到建筑质量和竣工后的使用效果,对工业厂房的安全使用具有重要意义。因此,在钢结构厂房的设计过程中,应对项目进行综合分析,以确保钢结构厂房的安全应用。

在钢结构现场加工制作过程中,焊接变形的影响因素很多,如环境条件、施工材料、各种人为因素(焊工技能)等,钢结构现场发生变形问题时,会严重影响工程项目整体的施工质量,甚至会产生更严重的结果。本文分析了钢结构厂房焊接变形的主要原因,并提出了相应的预防措施和解决办法。钢结构安装工程加工在焊接接头间隙中塞焊条头或铁块,现象、危害性:钢结构现场焊接时,焊条头和铁块难以与焊接部件一体化,因此会产生未熔接、未熔接等焊接缺陷,降低连接强度。如果用生锈的电极头或铁块填充,很难保证与基材的一致性;如果焊条头和铁块上有油污和杂质,焊缝就会有气孔、夹渣、裂纹等缺陷。这些情况大大降低了接头的焊接质量,达不到设计和规范对焊接质量的要求。预防措施:工件组装间隙大,但未超过规定允许使用范围,组装间隙超过薄板厚度的2倍或超过20mm时,钢结构安装工程加工用堆积焊接方法填平凹陷部分,减少组装间隙。严禁在接头间隙内使用填充电极头或铁块的方法进行补焊。在标注零件时,应注意保持切削后的足够切削和焊接收缩,控制零件尺寸,不要增加间隙,以保证整体尺寸。



