
联系人:徐先生
手 机:13815557766
传 真:0515-86530555
邮 箱:1047881325@qq.com
地 址:江苏省建湖县上冈产业园204国道西侧纬三路南侧
网 址: www.cnyuda.net
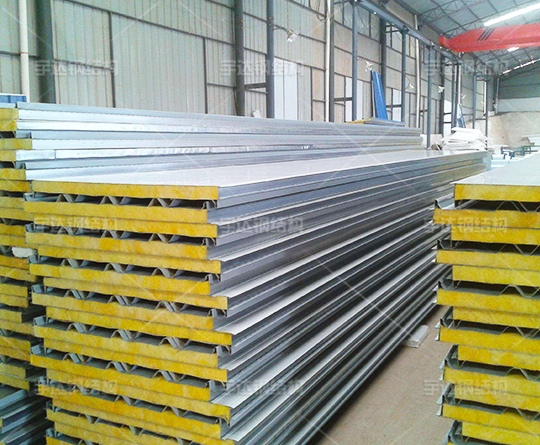
六、墙面夹心板安装,墙板安装时碳钢结构件加工应根据檩条的位置从一端进行,板材必须握紧后用螺钉固定,墙板的接缝应防水。当夹层板安装时,在铺设和调整位置时固定。七、檩条的安装,薄壁钢檩条由于重量轻,安装时可以用起重机或人力起吊。安装一个单元的钢柱和屋面梁后,即可安装屋面檩条,屋面檩条在安装时用螺栓直接连接到檩条支撑板上。檩条的安装误差应在5mm以内。八、屋面板的安装,(1)屋面板安装(2)屋脊的安装(3)泛水板的安装九、钢结构油漆,工艺流程。基层处理→涂防锈漆→刮腻子→涂磷化底漆→涂刷面漆。以上是钢结构现场工程施工流程的全部介绍,从事钢结构现场工作似乎对我们一般不接触这方面工作的人来说并不困难,但实际上通过上述施工流程的介绍,碳钢结构件加工在建设钢结构现场需要非常正确的计算,这也是为了保证住宅的安全,保障人员的安全。

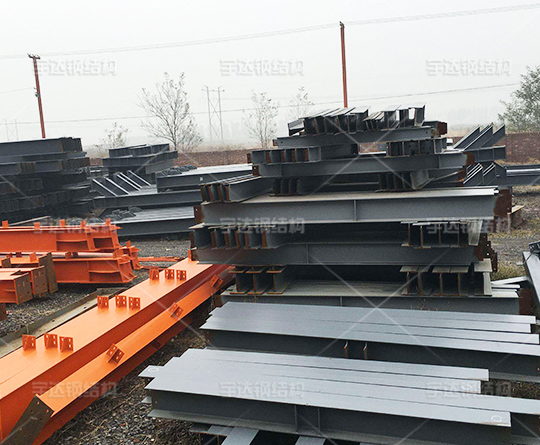
钢结构厂房施工中的流程步骤有哪些?钢结构现场建设在我们的生活中常见,了解钢结构现场工程施工流程,判断钢结构现场是否符合施工标准具有参考作用。今天,三维钢结构的小编介绍钢结构现场工程施工流程的具体内容,碳钢结构件加工希望对你从事这方面的工作有所帮助。钢结构厂房工程施工流程,施工放线→基础混凝土内预埋螺栓→(钢结构加工制作)门式刚架吊装→吊车梁安装→钢梁安装→屋架、屋面板及屋檐板安装→墙面板安装→钢结构涂装。一、施工放线,根据设计和图纸要求,配合土建单位对标高、轴线进行确认和批准。二、基础混凝土内预埋螺栓,(1)在浇筑基础混凝土之前,碳钢结构件加工仔细检查螺栓的大小、长度、高度和位置,固定埋入螺栓。(2)在浇筑基础混凝土之前,黄油和塑料薄膜包裹埋入螺栓的线口部分,以免混凝土浇筑时污染螺栓的线口。(3)混凝土浇注混凝土时,应当派有经验的专人值班,混凝土浇筑混凝土对嵌入式螺栓定位的影响。以避免预埋累栓的位移及标高的改变。(4)基础混凝土浇筑完成后,及时清理预埋锚杆和丝口处的残留混凝土。三、钢结构加工制作,工艺过程:1、下料图单2、放样、号料3、下料:4、组立、成型5、焊接:6、制孔7、矫正型8、端头切割9、除锈10、油漆11、包装与运输12、验收四、钢构件检验主要内容:根据《钢结构工程及验收规范》(GB50205—2001)中的有关规定,仔细检查验钢构件五、钢结构安装,施工方法:本工程钢结构的设置,首先研究混凝土基础的轴线和基础顶面的高度,采用零件吊起的方法,首先吊起所有钢柱,校正固定后,依次吊起钢梁,随着吊起调整,进行设置固定,最后吊起屋顶支撑和主房系统。

总之,对于一般钢结构构件,强度计算采用净截面,碳钢结构件加工对稳定性计算采用羊毛截面;薄钢结构构件,强度计算采用净截面,强度计算采用有效截面抗压强度试验,稳定性试验采用有效截面。(3)弯曲工字梁的稳定性和解决方法:施加载荷少时,梁基本上在其较大刚度平面内弯曲的施加载荷达到一定数值后,梁同时发生较大的侧弯曲和扭曲变形,立即失去继续载荷的能力。这时,梁的整体不稳定性必然发生侧弯。解决方法有三种:①增加梁的侧向支撑点(如屋面梁设置隅撑作为侧向支撑点)。②调整梁的截面,增加梁侧向惯性矩或增加受压翼缘宽度(如吊车梁上翼缘)。③调整梁端轴承对横截面的约束。若能采用旋转约束,则可大大提高梁的整体稳定性。(4)二梁与主梁之间的连接一般设计为铰接连接:如果二梁与主梁是刚性连接的,当主梁在同一截面的两侧承受相同的荷载时,对主梁的影响较小。如果只是单边有刚接的次梁,对于主梁来说平面外受扭,碳钢结构件加工需要计算抗扭。梁的整体失稳主要表现为侧向弯曲和扭转弯曲,因此需要避免梁的面外扭转。此外,如果次梁和主梁采用刚性接头,现场焊接工作量将大大增加。(5)当梁的挠度太大时,可由拱控制,拱的尺寸一般为恒载标准值和活载1/2的标准值产生的挠度值。在钢结构中,挠度过大会影响屋顶排水,同时会感到不安全的混凝土结构中,挠度过大会导致耐久性的局部破坏(包括混凝土裂缝)。以挠度为主要控制因素的钢梁,采用起拱办法能减低结构的用钢量。

高强度螺栓连接的摩擦面应按规范进行防滑系数试验和复验。高强度螺栓连接副最终拧紧1小时至48小时后。进行终拧矩检查,抽查10%不少于10个,外露丝扣为2—3扣,允许有10%的丝扣,有1扣或4扣。高强度螺栓连接摩擦面应保持干燥、整洁,不应有飞边、毛刺、焊接飞溅物、焊疤、氧化铁皮污垢等,碳钢结构件加工除设计要求外摩擦面不应涂漆外。特别需要指出的是高强度螺栓应自由穿入螺栓孔,不应采用气割扩孔。碳钢结构件加工必须扩孔时扩孔数量应征得设计单位同意。扩孔后孔径不应超过1.2d(d为螺栓直径)。通过相应的焊接连接防止建立相应的施工方案,从而使钢结构车间工程结构连接能够满足建筑质量要求,整体结构连接质量保证。

碳钢结构件加工不注意焊接速度、焊接电流、焊条直径的协调使用。现象及危害:钢结构厂房焊接时不注意控制焊接速度和焊接电流;焊条直径和焊接位置应配合使用。对全熔融的角缝进行底部焊接时,根部尺寸狭窄,焊接速度过快,根部气体、渣滓没有足够的时间排出,根部容易产生未熔融、渣滓、气孔等缺陷的盖面焊接时,焊接速度过快,容易产生气孔的焊接速度过慢,焊接馀高过高,外形不整齐预防措施:钢结构车间的焊接速度对焊接质量和焊接生产率有很大影响。焊接电流、焊接位置(打底焊、填充焊和盖焊)、焊缝厚度和坡口尺寸应选择合适的焊接速度。碳钢结构件加工在保证熔透、易排放气体和焊渣、不烧穿、成形良好的前提下,应选择较大的焊接速度,以提高生产率。
在钢结构现场加工制作过程中,焊接变形的影响因素很多,如环境条件、施工材料、各种人为因素(焊工技能)等,钢结构现场发生变形问题时,会严重影响工程项目整体的施工质量,甚至会产生更严重的结果。本文分析了钢结构厂房焊接变形的主要原因,并提出了相应的预防措施和解决办法。碳钢结构件加工在焊接接头间隙中塞焊条头或铁块,现象、危害性:钢结构现场焊接时,焊条头和铁块难以与焊接部件一体化,因此会产生未熔接、未熔接等焊接缺陷,降低连接强度。如果用生锈的电极头或铁块填充,很难保证与基材的一致性;如果焊条头和铁块上有油污和杂质,焊缝就会有气孔、夹渣、裂纹等缺陷。这些情况大大降低了接头的焊接质量,达不到设计和规范对焊接质量的要求。预防措施:工件组装间隙大,但未超过规定允许使用范围,组装间隙超过薄板厚度的2倍或超过20mm时,碳钢结构件加工用堆积焊接方法填平凹陷部分,减少组装间隙。严禁在接头间隙内使用填充电极头或铁块的方法进行补焊。在标注零件时,应注意保持切削后的足够切削和焊接收缩,控制零件尺寸,不要增加间隙,以保证整体尺寸。



