
联系人:徐先生
手 机:13815557766
传 真:0515-86530555
邮 箱:1047881325@qq.com
地 址:江苏省建湖县上冈产业园204国道西侧纬三路南侧
网 址: www.cnyuda.net

纤维复合加固法在我国引入时间较短,但已明显显示出其优势,成为科研院所和高校的研究热点,并在实践中得到广泛应用。尤其是粘结纤维加固法比预应力纤维加固法和嵌入式纤维加固法更加成熟,应用更加广泛。根据目前的研究现状,这三种纤维增强方法需要解决的共同问题主要有:这三种纤维增强方法需要解决的共同问题有:1、纤维材料加固构件的长期受力性能及节点纤维材料加固性能的研究;2、纤维增强结构在高温下严重退化,工程钢结构加工如何提高增强材料的性能和增强构件的耐火耐温措施是一个值得研究的课题;3、如何简化施工技术,加强质量保证,降低工程成本是非常迫切的。总之,工程钢结构加工为了保证钢结构工程在正常设计和施工后的可靠性,施工单位应在使用阶段定期对钢结构进行检查或维修,必要时委托专业机构进行可靠性鉴定,以保证钢结构的安全性、适用性和耐久性。近年来,随着科学技术的发展,出现了新的加固材料和加固方法,这些技术具有明显的优势得到了广泛的应用,但是不清楚新的加固方法和新技术能否取代传统的加固方法。在开发新技术的同时,要互补各种加固方法的优势,取长补短,发展加固技术,为建筑加固提供实用可靠的技术支持。
15.做条形窗的时候,主房间的托盘使肋朝向窗户的方向,所以条形窗走到这个肋板的时候,不能走路。另外在有条形窗的檩条安装时尽量采用沉头螺钉。16.门口上层条形窗与门口上框太近,无雨蓬位置。17.窗框上下相邻檩条之间的斜撑不布置,斜撑端部与窗框冲突。18.钢板和高强度螺栓的种类尽量少,要考虑材料试验费用。特别是工程钢结构加工在异地施工时,有的现场监理不承认工厂所做的试验。你去协调吧?19.主房连接板尽量不要设计成正方形,现场容易倒装。20.内天沟不保温,室内形成“冷桥”,滴水结露。工程钢结构加工在天沟下面涂上防结露涂料,或者涂上聚氨酯保温层,也可以进行其他保温处理。21.屋面板采用夹芯平板,那么估计半年内(如果跨度稍大)就要漏水。一检查屋面板外层板有几道断痕,因为没有考虑它在太阳底下反复的热胀冷缩。其实你在施工结束后(有太阳的时候)在室内听的话就知道发生了什么。

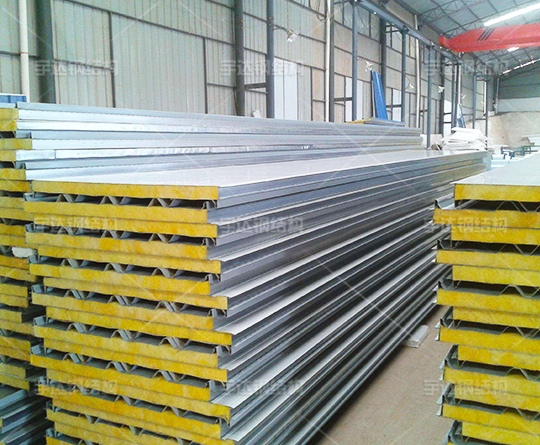
六、墙面夹心板安装,墙板安装时工程钢结构加工应根据檩条的位置从一端进行,板材必须握紧后用螺钉固定,墙板的接缝应防水。当夹层板安装时,在铺设和调整位置时固定。七、檩条的安装,薄壁钢檩条由于重量轻,安装时可以用起重机或人力起吊。安装一个单元的钢柱和屋面梁后,即可安装屋面檩条,屋面檩条在安装时用螺栓直接连接到檩条支撑板上。檩条的安装误差应在5mm以内。八、屋面板的安装,(1)屋面板安装(2)屋脊的安装(3)泛水板的安装九、钢结构油漆,工艺流程。基层处理→涂防锈漆→刮腻子→涂磷化底漆→涂刷面漆。以上是钢结构现场工程施工流程的全部介绍,从事钢结构现场工作似乎对我们一般不接触这方面工作的人来说并不困难,但实际上通过上述施工流程的介绍,工程钢结构加工在建设钢结构现场需要非常正确的计算,这也是为了保证住宅的安全,保障人员的安全。
钢结构生产加工的厂房在建设施工中的关键问题有哪些?随着我国经济的快速发展,工业产业化的整体发展进程也在不断推进,伴随而来的是钢结构厂房建设数量的不断增加,建造钢结构厂房的建筑企业也越来越多。通过研究和分析钢结构厂房建设和施工管理过程中存在的问题,我们希望,提高钢结构现场建设整体质量,满足现代社会对工业企业的需求。一、钢结构厂房建设优势1、施工难度较小2、性能更具优势二、钢结构厂房建设施工中的关键问题1、厂房结构设计钢铁厂在初步设计时,工程钢结构加工将优先考虑未来成品的影响,通过了解工厂各部门的具体需求,不断优化和调整工程设计。采用框架结构,可以保证混凝土施工过程中获得较大空间,提高整个施工的空间利用效率。此外,员工还应重视现场设计时的均匀性,通过更合理地设置柱网,可以尽力降低质量中心和刚性中心的差异。2、工程钢结构加工在混凝土施工过程中,对周围工作环境和气温的要求非常严格,因此需要根据施工条件选择合适的材料。钢结构现场在建设过程中,需要加大涂层温度的控制力,保障钢结构现场整体的安全。温度超过标准范围时,停止施工,开展相应措施,使温度保持在标准范围内,进行涂层施工。

钢结构工程中的龙门架技术有哪些要求?龙门架是钢结构工地的施工方案,临时建造的架子称为龙门架。首先安装,载荷试验,操作要求,注意图纸事项。我们宇达钢结构公司的工人做所有的龙门架都很严格。确保架体稳定,工程钢结构加工必须打好基础。架体必须与建筑物的刚性连接牢固,不得与脚手架连接连接平台连接。1.架高在20米以下设一组缆水绳,20~30米设2组;2.缆水绳必须使用钢丝绳,且直径不得小于9.3㎜,角度为45~60°;3.电缆水绳必须用锚固定;架体两侧应设置安全网。卷扬机操作如下:1.卷扬机前面应有两根施工桩,两侧应至少有两根方向桩;2.卷扬机钢丝绳应整齐缠绕。当吊篮离开地面时,提升机的钢丝绳应至少有5至7圈;3.卷扬机需要操作小屋,工程钢结构加工必须设置符合要求的相互不影响司机的操作和检查。

工程钢结构加工不注意焊接速度、焊接电流、焊条直径的协调使用。现象及危害:钢结构厂房焊接时不注意控制焊接速度和焊接电流;焊条直径和焊接位置应配合使用。对全熔融的角缝进行底部焊接时,根部尺寸狭窄,焊接速度过快,根部气体、渣滓没有足够的时间排出,根部容易产生未熔融、渣滓、气孔等缺陷的盖面焊接时,焊接速度过快,容易产生气孔的焊接速度过慢,焊接馀高过高,外形不整齐预防措施:钢结构车间的焊接速度对焊接质量和焊接生产率有很大影响。焊接电流、焊接位置(打底焊、填充焊和盖焊)、焊缝厚度和坡口尺寸应选择合适的焊接速度。工程钢结构加工在保证熔透、易排放气体和焊渣、不烧穿、成形良好的前提下,应选择较大的焊接速度,以提高生产率。



