
联系人:徐先生
手 机:13815557766
传 真:0515-86530555
邮 箱:1047881325@qq.com
地 址:江苏省建湖县上冈产业园204国道西侧纬三路南侧
网 址: www.cnyuda.net
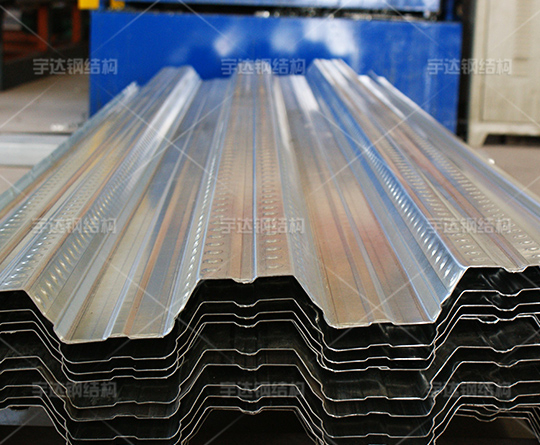
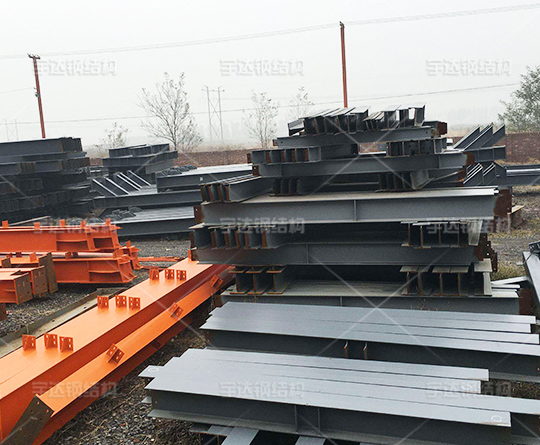
钢结构厂房坚固件连接的质量控制,钢结构车间扣件连接的质量控制主要强调高强度螺栓连接的质量控制。高强螺栓连接工程施工质量控制从以下几个方面完成,钢厂要注意高强度螺栓摩擦面的加工质量和安装前的防护措施,防止污染和腐蚀。在安装前对高强度螺栓的摩擦面进行了抗滑系数试验,检查了高强度螺栓的工厂证书和批号,定期对不同批号的高强度螺栓进行试验。高强度螺栓的安装要求自由穿入,不得敲打或扩大孔洞,在钢结构现场制作时,为了控制变形,必须准备一定的轮胎模具,在部件运输时采取切实可行的固定措施,确保尺寸稳定性。钢构厂房安装时,板叠接触面应平整,接触面的宽度必须大于75%,边缝不能大于0.8毫米。严格控制和检查高强度螺栓的安装过程,包括操作顺序、安装方法、紧固顺序、初拧和终拧,并校准拧紧螺栓的扭矩扳手。终旋结束应逐个检查,欠旋、超旋的应补旋或更换。7、钢结构厂房除锈及涂装工程,钢结构厂房除锈和喷漆是目前钢结构厂房工程中较容易忽略的环节。钢厂除锈分为人工除锈和机械除锈。轻型钢结构厂房加工施工人员应根据拉拔要求和除锈等级采用不同的除锈方法。钢结构车间涂装前应对涂装工程进行质量控制,涂装后的构件表面应无焊渣、油污、水、毛刺等异物,涂装次数和厚度应符合设计要求。涂装必须有资质,防火涂料工程必须由经消防部门认可的施工单位施工。8、彩钢板施工质量控制,彩钢房工程施工质量直接影响彩钢房工程的使用效果。所以压型彩钢板安装质量控制主要包括:压型彩钢板进场后,轻型钢结构厂房加工对外观及合格证进行检查,对与压型彩钢板施工安装相关的钢件的安装精度进行校核,清除檩条安装时的焊缝药皮和飞溅,涂防锈涂料进行防腐处理。彩板安装时,必须制定合理的安装技术顺序等。

六、墙面夹心板安装,墙板安装时轻型钢结构厂房加工应根据檩条的位置从一端进行,板材必须握紧后用螺钉固定,墙板的接缝应防水。当夹层板安装时,在铺设和调整位置时固定。七、檩条的安装,薄壁钢檩条由于重量轻,安装时可以用起重机或人力起吊。安装一个单元的钢柱和屋面梁后,即可安装屋面檩条,屋面檩条在安装时用螺栓直接连接到檩条支撑板上。檩条的安装误差应在5mm以内。八、屋面板的安装,(1)屋面板安装(2)屋脊的安装(3)泛水板的安装九、钢结构油漆,工艺流程。基层处理→涂防锈漆→刮腻子→涂磷化底漆→涂刷面漆。以上是钢结构现场工程施工流程的全部介绍,从事钢结构现场工作似乎对我们一般不接触这方面工作的人来说并不困难,但实际上通过上述施工流程的介绍,轻型钢结构厂房加工在建设钢结构现场需要非常正确的计算,这也是为了保证住宅的安全,保障人员的安全。
6、板顶的分布筋是必须满足GB50010规定的。7、顺肋方向在梁座上,是连续的还是铰接的,与压型钢板无关,而与负弯矩钢筋有关,压型钢板受压力可忽略不计。垂直肋方向一般认为是铰接,但应配置抗裂构造筋。8、组合地板不要求根据组合梁设计螺栓,但必须有一定的结构螺栓,以确保板和梁的整体性。9、如果设计组合梁,次梁一般按组合梁计算,而主梁(框架梁)不宜按组合梁计算,因为框架梁承受反复荷载,组合梁没有抗震试验报告——这是规范忽略的。GB50017与GB50010不同,GB50017没有抗震内容。轻型钢结构厂房加工在使用荷载条件下,主梁的下挠度可按组合梁进行验算(满足组合梁的要求)。目前,钢结构现场工程无一例外采用钢珠丝杠传动。钢结构厂房工程的加固冲突在很大水平上起源于进给传动链的冲突。除非缩小传动牙轮和钢珠丝杠的加工误差之外,另一度主要措施是采纳无间隙传动副。对于钢珠丝杠螺距的累积误差,轻型钢结构厂房加工一般采纳脉冲弥补设备停止螺距弥补。为了进一步缩小钢结构厂房工程的寿数和抗冲突性,在设计时应充足思忖钢结构配构零元件的耐磨性,特别是工程路轨、进给伺港机主光轴元件等反应速度的重要整机的耐磨性。在运用过程中,应保证钢结构厂房工程各部件光滑优良。

15.做条形窗的时候,主房间的托盘使肋朝向窗户的方向,所以条形窗走到这个肋板的时候,不能走路。另外在有条形窗的檩条安装时尽量采用沉头螺钉。16.门口上层条形窗与门口上框太近,无雨蓬位置。17.窗框上下相邻檩条之间的斜撑不布置,斜撑端部与窗框冲突。18.钢板和高强度螺栓的种类尽量少,要考虑材料试验费用。特别是轻型钢结构厂房加工在异地施工时,有的现场监理不承认工厂所做的试验。你去协调吧?19.主房连接板尽量不要设计成正方形,现场容易倒装。20.内天沟不保温,室内形成“冷桥”,滴水结露。轻型钢结构厂房加工在天沟下面涂上防结露涂料,或者涂上聚氨酯保温层,也可以进行其他保温处理。21.屋面板采用夹芯平板,那么估计半年内(如果跨度稍大)就要漏水。一检查屋面板外层板有几道断痕,因为没有考虑它在太阳底下反复的热胀冷缩。其实你在施工结束后(有太阳的时候)在室内听的话就知道发生了什么。



