
联系人:徐先生
手 机:13815557766
传 真:0515-86530555
邮 箱:1047881325@qq.com
地 址:江苏省建湖县上冈产业园204国道西侧纬三路南侧
网 址: www.cnyuda.net

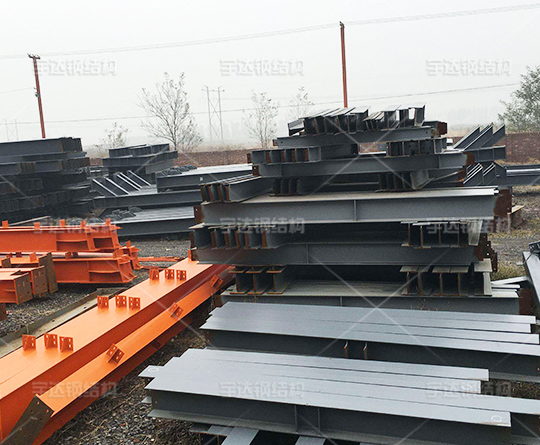
轻钢结构构件厂家采用不同厚度和宽度的钢板对接时,过渡不均匀。现象、危害性:使用不同厚度和宽度的厚度和宽度不同的板对接接头时,不注意板厚差是否在标准允许范围内,或者不在允许范围内,不进行平滑过渡处理,这些焊缝有可能引起应力集中和焊缝缺陷,如焊缝缺陷,如焊缝缺陷,如焊缝缺陷,如应力集中和非熔合,影响焊接质量。预防措施:超过有关规定时,焊缝应焊成坡形,坡的较大允许值为1:2.5;或者厚度的一侧或两侧在焊接前加工成一个坡度,坡度的较大允许值为1:2.5。对于直接承受动载荷的结构,需进行疲劳校核,其坡度不得大于1:4。轻钢结构构件厂家对于不同宽度的板材,应根据工厂和现场情况采用热切切割、机械加工或砂轮打磨等方法使板材平缓过渡,其接合处较大允许坡度值为1:2.5。
当季节施工时,认真落实季节施工安全防护措施,做好与气象台的联络工作,轻钢结构构件厂家有专人负责雨季施工天气预报,并及时通知所有施工人员。储备充分的泵、铅丝、蓬布、塑料薄膜等备用材料,防止事故发生。汛期和台风暴雨来临期间要组织相关人员昼夜值班及时采取应急措施。风雨过后,全面检查现场大型机械、临时设施、电路等,确认安全无误后再继续施工。(3)新进场的机械设备在投入使用前,轻钢结构构件厂家必须进行检验、鉴定和试运行,并按机械设备技术试验规程及相关规定进行试运行,经验收合格后方可投入使用。大型起重机的行驶道路必须坚实可靠,其施工场地必须进行平整、加固,地基承载力满足要求。(4)悬挂作业应划定危险区域,悬挂明显的安全标志,关闭悬挂作业区域,设置专家加强安全警戒,防止其他人员进入悬挂危险区域。在起重施工过程中,应设置专人定点听风预报,当风速达15m/s(6级以上)时,应停止起重作业,并在台风、雷雨天气前后进行防护检查。
随着低碳环保理念的深入,低能耗、高效率的新型环保材料迅速占领建材市场,钢结构得到广泛应用,尤其是在工业厂房中。轻钢结构构件厂家为了保证其有效性,钢结构工程车间的设计需要根据实际要求优化钢结构车间的设计,以提高钢结构车间的安全性、稳定性、稳定性和稳定性。在此基础上,阐述了钢结构车间的优势和设计特点,并对钢结构车间的设计要点进行了探讨。钢结构厂房设计要点的分析(1)钢结构厂房立面设计要点分析。钢结构厂房立面设计有规模、线条、颜色、变化四个基本特征。轻钢结构屋面采用大量的屋面照明板,不仅采光均匀,而且不破坏墙体线造型,适用美观,目前非常适合连接厂房,也解决了通风问题。钢结构现场立面设计主要由技术配置决定,立面要求简洁恢复,同时简单统一强调重点。(2)钢结构厂房的格构柱设计分析。网格柱体是利用连接缀件将型钢分肢拼接成统一整体的柱体形式。轻钢结构构件厂家在格构柱的整体界面上,无论是弯矩还是轴力都被转化成竖向轴力,这种竖向轴力主要作用于格构柱上,由格构柱的分肢来承担主要的力度。剪力被分散到缀条或者缀板上面,由它们来承担。(3)钢结构厂房顶部横向框架设计分析。

钢结构厂房各部位漏水为什么会漏水呢?以下宇达钢结构公司为您分析钢结构现场各部位漏水的原因。不同的照明板在同一时间内变形和老化程度也不同。相同的钉板,轻钢结构构件厂家的不同的施工队安装效果不同。漏水根据部位主要分布如下:1.屋脊部位:这一部分漏水的主要原因是:屋顶的波峰太高,屋顶盖不能保证防水;纵向搭接不防水,形成缝隙而漏水;屋面盖板纵向搭接用铆钉连接,因热胀冷缩强度不足,铆钉断裂,造成漏水;屋顶盖板与屋面板之间没有铺设塞子,或者塞子放置不规则而脱落形成漏水。2.屋面气楼部位:该部位漏水的主要原因是,气楼与屋顶交接处的边缘下没有放置泡沫堵塞,边缘纵向重叠没有铺设防水的屋顶外板在气楼的交接处没有上板的气楼结构支柱的开孔部位没有进行防水处理的气楼自己制作,安装有漏水的危险。3.采光板部位:照明面板的防水是保持系统防水的重要部分。照明面板安装中的水泥铺设和防水螺丝是屋面渗漏的主要隐患;照明板的形状与屋面板的形状不一致,照明板两侧的峰值高于屋面板。轻钢结构构件厂家安装后,由于密封过度,形成照明面板内外压差,毛细水从照明面板两侧的缝隙漏入屋顶。照明面板纵向搭接长度不够,水泥因老化失去粘性;纵向砂浆脱落;照明板和彩钢板之间有刚性搭接,中间缝隙不密封。

轻钢结构构件厂家不注意焊接速度、焊接电流、焊条直径的协调使用。现象及危害:钢结构厂房焊接时不注意控制焊接速度和焊接电流;焊条直径和焊接位置应配合使用。对全熔融的角缝进行底部焊接时,根部尺寸狭窄,焊接速度过快,根部气体、渣滓没有足够的时间排出,根部容易产生未熔融、渣滓、气孔等缺陷的盖面焊接时,焊接速度过快,容易产生气孔的焊接速度过慢,焊接馀高过高,外形不整齐预防措施:钢结构车间的焊接速度对焊接质量和焊接生产率有很大影响。焊接电流、焊接位置(打底焊、填充焊和盖焊)、焊缝厚度和坡口尺寸应选择合适的焊接速度。轻钢结构构件厂家在保证熔透、易排放气体和焊渣、不烧穿、成形良好的前提下,应选择较大的焊接速度,以提高生产率。



